ГОСТ ISO 13919-2-2025: уровни качества лазерной сварки алюминия и магния
-
Мужики, вышел ГОСТ ISO 13919-2-2025 по уровням качества для лазерной и электронно-лучевой сварки алюминия, магния, их сплавов и чистой меди. Стандарт даёт чёткие требования к дефектам швов. Это поможет в цеху быстро оценить шов и не спорить с контролёрами.
Зачем это нужно? Чтобы не переделывать детали из-за размытых норм. Старый ГОСТ ISO 13919-2-2017 устарел, теперь требования строже, особенно для уровня B. Коллеги, разберём по полочкам, что изменилось и как применять на станке.
Три уровня качества: от C до B
Стандарт делит качество на три уровня: C, B и D. Уровень C - базовый, для серийки без особых претензий. B - повышенный, с минимальными дефектами, часто требует доработки типа шлифовки. D - самый жёсткий, для критичных конструкций, где шов должен быть идеальным.
Уровни касаются только производства, не пригодности изделия. Оценивают визуально или под лупой до 50x. Для алюминия и магния важно следить за несплавлением и порами - они рушат прочность. По фактам, в справочнике одно, а на практике уровень B спасает от брака в авиации и авто.
- Уровень C: Допускает мелкие дефекты, типа несплавления до 1 мм или l ≤ 0,25s. Подходит для неответственных швов.
- Уровень B: Несплавление не более 0,5 мм, без нарушения поверхности. Требует стабильной сварки.
- Уровень D: Дефекты не допускаются вовсе. Только для высоконагруженных узлов.
Дефектив Код ISO 6520-1 Описание Уровень C Уровень B Уровень D 1.5 401 Несплавление (до 50x) l ≤ 0,25s или 1 мм Не допускается Не допускается 2.6 300 Твёрдое включение ≥0,5 мм Неприменимо Неприменимо 2.7 401 Несплавление (до 10x) Малые дефекты Не допускается Не допускается Дефекты швов: что нормируется
ГОСТ фокусируется на типичных болячках лазерной сварки алюминия и магния. Несплавление - главная беда, особенно на краях. Поры и трещины тоже в таблицах с точными размерами. Стандарт использует обозначения из ISO 6520-1, упрощённую выборку.
Для магния критичны окислы, для алюминия - горячие трещины. Толщина материалов от 0,5 мм и выше. Швы с присадкой или без - все покрыто. В таблицах значения для установившейся практики сварки, но для B часто нужна постобработка.
- Несплавление (401): Измеряют длину l и глубину. В C до 1 мм, в B - стоп.
- Поры и включения: Диаметр ≥0,5 мм нормируется, в D - ноль.
- Краевые дефекты: Не более 0,5s по высоте, чтобы не ослаблять.
- Трещины: Всегда под запретом, независимо от уровня.
Тип дефекта Критерий оценки C (мм) B (мм) D Несплавление Длина l ≤1 ≤0,5 0 Поры Диаметр ≤2 ≤1 0 Включения Размер ≥0,5 N/A N/A Применение в цеху: лазер и электронный луч
Стандарт для электронно-лучевой и лазерной сварки. Подходит ко всем швам: стыковые, угловые, тавровые. Материалы - алюминий типа 5xxx, магний AZ31, чистая медь. Рекомендуется как справочный при разработке техпроцессов.
На станке ставьте уровень по назначению детали. Для нефтегаза или энергетики берите B или D. В лёгкой промышленности хватит C. Главное - фиксируйте параметры: мощность лазера 1-5 кВт, скорость 1-5 м/мин. Это минимизирует дефекты.
- Алюминий: Чувствителен к порам, держите Ar+He в защите.
- Магний: Избегайте окислов, сварка в вакууме или инертном боксе.
- Медь: Высокая теплопроводность, нужен мощный луч.
- Примеры: Рама из AlMg3 - уровень B, корпус магниевого редуктора - D.
Материал Типичные дефекты Рекомендуемый уровень Алюминий Поры, несплавление B для конструкций Магний Окислы, трещины D для критичных Медь Неполное проплавление C для проводов Нормы под микроскопом: точные допуски
ГОСТ даёт таблицы с допусками для визуального контроля и под увеличением. Для несплавления: l ≤ 0,25s или 1 мм в C. Твёрдые включения от 0,5 мм - смотрят без прибора. Уровень B строже, часто шлифовка обязательна.
В таблицах учтены все швы от 0,5 мм толщиной. Дефекты типа 401 оценивают на разломе или УЗК. Стандарт заменяет ГОСТ ISO 13919-2-2017, утверждён Росстандартом 01.12.2025, действует с 2026.
- Увеличение: До 10x для поверхности, 50x для микродефектов.
- Нормы для швов с присадкой: Те же, что без.
- Все типы соединений: T, угловые, стык.
Увеличение Дефект C B D <10x Несплавление Малые Нет Нет <50x Внутренние ≤1 мм ≤0,5 Нет Швы на миллиметр: что с контролем
Стандарт упрощает выборку дефектов по ISO 6520-1. Контроль - визуал, лупа, иногда НК. Для алюминия нормируют глубину проплава, для магния - отсутствие пустот. Толщина s - ключевой параметр, допуски от неё.
Практика показывает: стабильная подача газа и луч - 80% успеха. В цеху калибруйте по таблицам, чтобы шов прошёл под B без доработки. Для меди особый акцент на поверхность.
- Поверхность: Нет подрезов >0,5 мм.
- Внутренние поры: Сумма длин ≤ s/2 в C.
- Трещины: Запрет на всех уровнях.
s (мм) Допуск l 
Примечание ≥0,5 ≤0,25s Или 1 мм, меньшее 1-3 ≤0,75 Шлифовка для B >3 ≤1 Стабильный режим Таблицы в деле: выбираем уровень
Под станок по ГОСтам
ГОСТ ISO 13919-2-2025 - инструмент для точной сварки алюминия и магния. Таблицы дефектов дают цифры, уровни - рамки для техпроцесса. Осталось углубиться в полный текст на 24 страницах, там все нюансы по кодам ISO.
Коллеги, стандарт не покрывает арматуру или толстостенные трубы - там другие нормы. Подумайте над контролем в вашем цеху: УЗК или визуал? Дефекты меньше 0,5 мм часто игнорируют, но в D это брак.
Здравствуйте! Похоже, вас заинтересовал этот пост, но у вас ещё нет аккаунта.
Надоело каждый раз пролистывать одни и те же посты? Зарегистрировав аккаунт, вы всегда будете возвращаться на ту же страницу, где были раньше, и сможете выбирать, получать ли уведомления о новых ответах (по электронной почте или в виде push-уведомлений). Вы также сможете сохранять закладки и ставить лайки постам, чтобы выразить свою благодарность другим участникам сообщества.
С вашими комментариями этот пост мог бы стать ещё лучше 💗
Зарегистрироваться Войти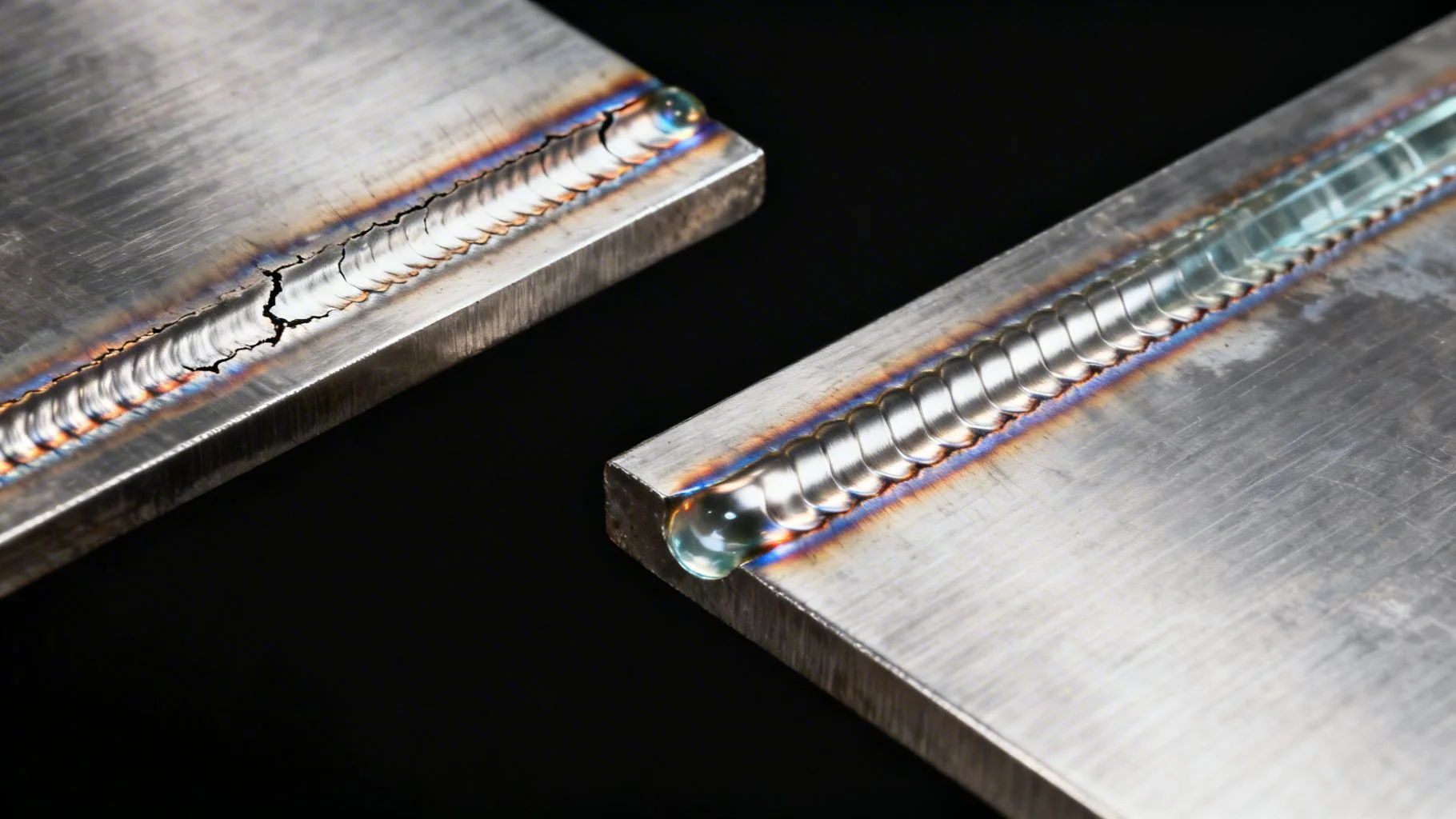

© 2022 - 2026 InvestSteel, Inc. Все права защищены.