В современном машиностроении и металлургии требования к точности геометрии и качеству поверхности внутренних полостей деталей постоянно растут. Одним из наиболее эффективных способов достижения этих параметров без снятия стружки является дорнование - пластическая деформация металла с помощью специального инструмента - дорна.
Этот, на первый взгляд, простой стержень играет ключевую роль в производстве гильз цилиндров, труб, втулок, шлицевых соединений и многих других ответственных деталей. В статье мы подробно разберём, что такое дорны, как они устроены, из чего их делают, на каком оборудовании изготавливают и какая документация служит основой для производства.
Суть дорнования и функции дорна
Дорн - это металлический стержень (реже - составная конструкция) с рабочей поверхностью, имеющей строго выверенный профиль и размеры. Его принцип действия основан на создании натяга: диаметр дорна превышает исходный диаметр обрабатываемого отверстия на величину 0,5–2% от толщины стенки детали. При принудительном протягивании или проталкивании дорна через заготовку происходит направленная пластическая деформация, которая позволяет решить сразу несколько задач:
- Калибровка - получение отверстия с высокой точностью по диаметру и форме (отклонения могут составлять ±0,005 мм).
- Упрочнение поверхности - формируется наклёпанный слой толщиной до 0,3 мм, повышающий твёрдость и износостойкость в 1,5–2 раза.
- Снижение шероховатости - микронеровности сглаживаются, параметр Ra может уменьшаться с 1,6 до 0,2 мкм.
- Формовка профиля - создание внутренних шлицев, рифлений, многогранных отверстий.
Таким образом, дорн - это одновременно и калибрующий, и упрочняющий, и профилирующий инструмент.
Классификация дорнов
Дорны различаются по конструктивному исполнению, назначению и условиям работы. Основные типы представлены в таблице (см. раздел 7). Здесь же выделим главные группы:
По конструктивным особенностям:
- Цельные (монолитные) - наиболее распространены, изготавливаются из одной заготовки, просты в производстве, но при износе требуют полной замены.
- Составные (сборные) - состоят из корпуса и сменных рабочих элементов (колец, вставок). Позволяют заменять изношенную часть без переточки всего инструмента, что экономит дорогостоящие материалы.
- Регулируемые - имеют механизм изменения рабочего диаметра (разрезные цанги, клиновые пары). Применяются для обработки отверстий с переменным припуском.
По технологическому назначению:
- Протяжные - используются на горизонтально-протяжных станках для окончательной калибровки отверстий.
- Для гибки труб - вставляются внутрь трубы, предотвращая сплющивание и гофрообразование при изгибе.
- Трубопрокатные - длинные массивные стержни (до 15 метров), работающие в горячем режиме на пилигримовых и реечных станах для формирования внутреннего канала труб.
- Шлицевые и профильные - имеют на рабочей поверхности выступы, соответствующие форме будущего отверстия (шлицы, квадрат, шестигранник).
Материалы изготовления и требования к ним
Дорны работают в условиях высоких контактных давлений (до 2000 МПа), трения и, в некоторых случаях, нагрева до 800–1000 °C. Поэтому к материалам предъявляются жёсткие требования:
- Высокая твёрдость (58–65 HRC) для рабочей поверхности.
- Износостойкость и сопротивление схватыванию с обрабатываемым металлом.
- Стойкость к термической усталости (для горячих процессов).
Основные марки сталей и сплавов:
| Материал | Особенности | Применение |
|---|---|---|
| Инструментальные стали (Х12МФ, 9ХС, 40Х) | Высокая твёрдость, хорошая прокаливаемость | Дорны для холодного дорнования |
| Быстрорежущие стали (Р6М5, Р18) | Теплостойкость до 600 °C | Для обработки высокопрочных сталей |
| Теплостойкие стали (12Х5МА, ОХНЗМ) | Сохраняют свойства при 700–900 °C | Для горячего дорнования труб |
| Твёрдые сплавы (ВК8, ВК15) | Сверхвысокая твёрдость, хрупкость | Для финишной калибровки твёрдых материалов |
| Керамика и кубический нитрид бора (CBN) | Исключительная износостойкость, применяются с покрытиями | Дорны для прецизионной обработки |
Для защиты от задиров и коррозии рабочие поверхности часто хромируют, нитридируют или наносят многослойные PVD-покрытия (TiN, TiAlN).
Технология изготовления и оборудование
Производство дорнов - это многостадийный процесс, который сочетает обработку резанием, термическую обработку и, для крупных изделий, обработку давлением.
Оборудование для разных этапов:
| Этап | Оборудование | Примечание |
|---|---|---|
| Получение заготовки | Молоты, прессы, прокатные станы (для больших дорнов); для малых — пруток от поставщика | Используется ковка или штамповка для формирования исходного профиля |
| Черновая механическая обработка | Токарные и фрезерные станки с ЧПУ | Обеспечение припуска под чистовую обработку |
| Чистовая механическая обработка | Прецизионные токарные автоматы, координатно-шлифовальные станки | Высокая точность размеров и формы |
| Финишная доводка | Суперфинишные, хонинговальные, полировальные станки | Достижение шероховатости Ra < 0,1 мкм |
| Термическая обработка | Вакуумные печи, печи с защитной атмосферой | Закалка, отпуск, стабилизация структуры |
| Нанесение покрытий | Установки магнетронного распыления или ионно-плазменного напыления | Улучшение антифрикционных свойств |
Для крупных трубопрокатных дорнов применяют специальное оборудование — электрошлаковый переплав (ЭШП) для получения высокочистых слитков, а затем — реечные и пилигримовые станы, где сам дорн является частью технологической оснастки.
Чертеж или образец - что служит основой?
В промышленном производстве дорнов безусловным приоритетом является чертёж (конструкторская документация). Причины:
- Чертеж содержит все необходимые параметры: номинальные размеры, допуски (отклонения формы, расположения), требования к шероховатости, твёрдости, материалу и термической обработке.
- Позволяет обеспечить повторяемость и взаимозаменяемость дорнов при серийном производстве.
- Является юридическим документом для контроля качества и приёмки.
Образец используется лишь в исключительных случаях:
- при восстановлении утерянной или изношенной детали (обратный инжиниринг);
- при создании единичного дорна под конкретную уникальную деталь, для которой нет чертежа.
В этом случае с образца снимают размеры с помощью измерительных машин (КИМ) или оптических систем, после чего разрабатывают полноценный чертёж. Таким образом, даже если изначально был образец, в итоге производство идёт по документации.
Контроль качества и эксплуатационные особенности
Каждый изготовленный дорн проходит входной, промежуточный и приёмочный контроль. Основные методы:
- Измерение геометрии - микрометры, индикаторные нутромеры, координатно-измерительные машины (КИМ).
- Контроль шероховатости - профилометры.
- Твёрдость - методы Роквелла или Виккерса.
- Бесконтактный контроль - для выявления микротрещин применяют магнитопорошковую или капиллярную дефектоскопию.
В процессе эксплуатации важно соблюдать режимы: скорость протяжки, величину натяга, подачу смазочно-охлаждающей жидкости (СОЖ). Превышение нагрузок ведёт к задирам, поломке или выдавливанию металла. Периодический контроль износа позволяет вовремя отправить дорн на переточку (восстановление геометрии), что продлевает его ресурс.
Сравнительная таблица основных типов дорнов
| Тип дорна | Назначение | Конструктивные особенности | Материалы (основные) | Примеры применения |
|---|---|---|---|---|
| Цилиндрический (калибровочный) | Калибровка и упрочнение гладких отверстий | Цельный стержень с небольшой конусной заходной частью | Х12МФ, 9ХС, с покрытием TiN | Гильзы цилиндров, направляющие втулки |
| Профильный (шлицевой) | Создание внутренних шлицев, зубьев, многогранников | Сложный рельеф рабочей поверхности; может быть составным | Р6М5, ВК8 (твёрдый сплав) | Шлицевые валы, звёздочки редукторов |
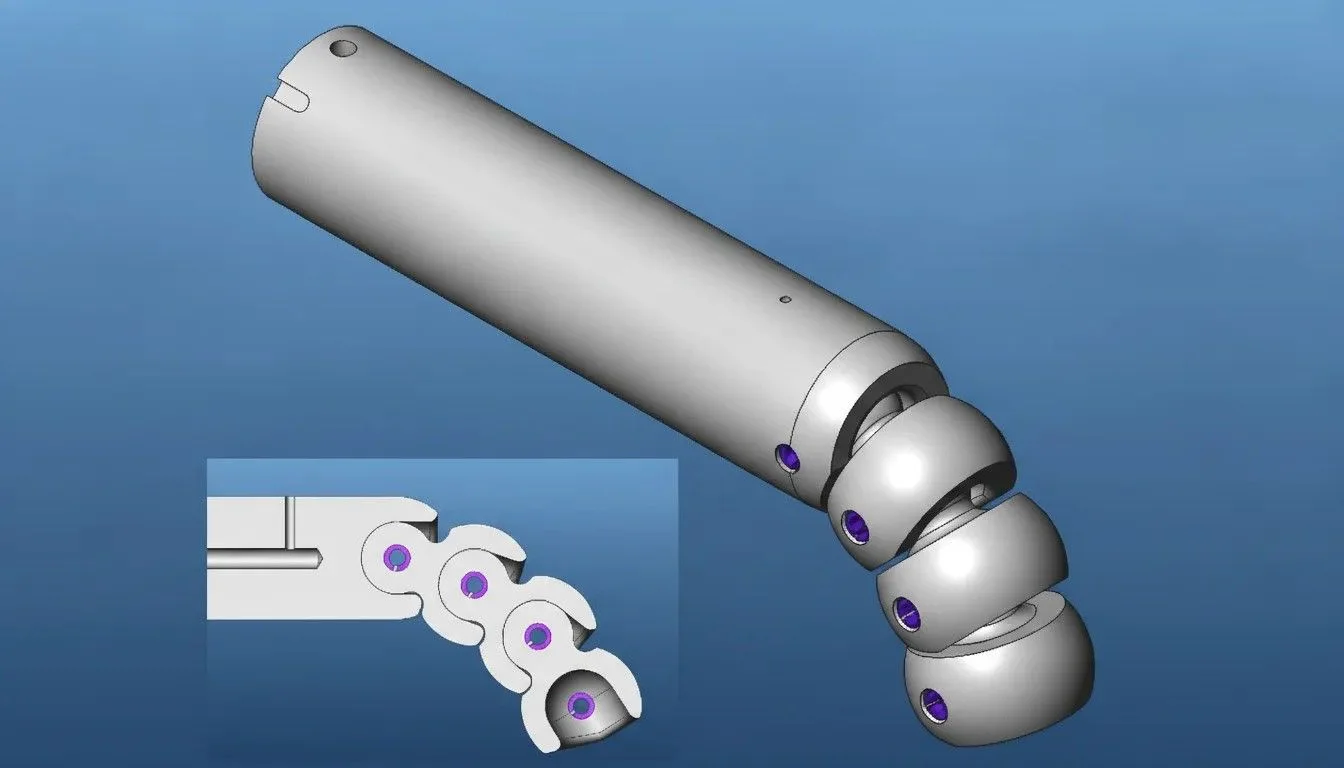
| Гибкий (для труб) | Предотвращение деформаций при гибке труб | Цепной или шаровой дорн, движущийся внутри трубы | Сталь 40Х с хромированием | Автомобильные топливные магистрали, мебель из труб |
| Трубопрокатный (горячий) | Формирование внутреннего диаметра труб на станах горячей прокатки | Длинный массивный стержень (до 15 м), работающий в паре с оправкой | 12Х5МА, ОХНЗМ, жаропрочные сплавы | Производство бесшовных труб большого диаметра |
| Составной сборный | Обработка деталей с большим припуском или сложной формой | Сменные кольца/вставки на корпусе, регулируемый диаметр | Корпус — сталь 40Х; вставки — быстрорежущая сталь | Крупногабаритные корпусные детали в гидравлике |
| Регулируемый (цанговый) | Обработка отверстий с разным натягом в одной партии | Разрезная конструкция с клиновым механизмом расширения | Корпус — инструментальная сталь, рабочие элементы — твёрдый сплав | Ремонтное производство, опытные образцы |
Подводим итоге
Дорны остаются незаменимым инструментом в металлообработке благодаря своей универсальности, высокой производительности и способности одновременно улучшать точность и механические свойства деталей. Современные тенденции направлены на:
- внедрение систем активного контроля диаметра в процессе дорнования (онлайн-коррекция);
- разработку новых износостойких покрытий с наноразмерными структурами;
- использование аддитивных технологий для создания сложных профилей дорнов с внутренними охлаждающими каналами;
- автоматизацию смены и регулировки дорнов на гибких производственных линиях.
Таким образом, несмотря на кажущуюся простоту, дорн — это высокотехнологичный инструмент, который продолжает эволюционировать вместе с требованиями машиностроения.

Наша компания «Инвест Сталь» специализируется на производстве металлоконструкций и предоставлении услуг металлообработки. У нас вы можете заказать изготовление любых металлоизделий и конструкций по собственным чертежам или эскизам. Мы осуществляем доставку готовых изделий по Москве и Московской области до вашего объекта.
(investsteel.ru)




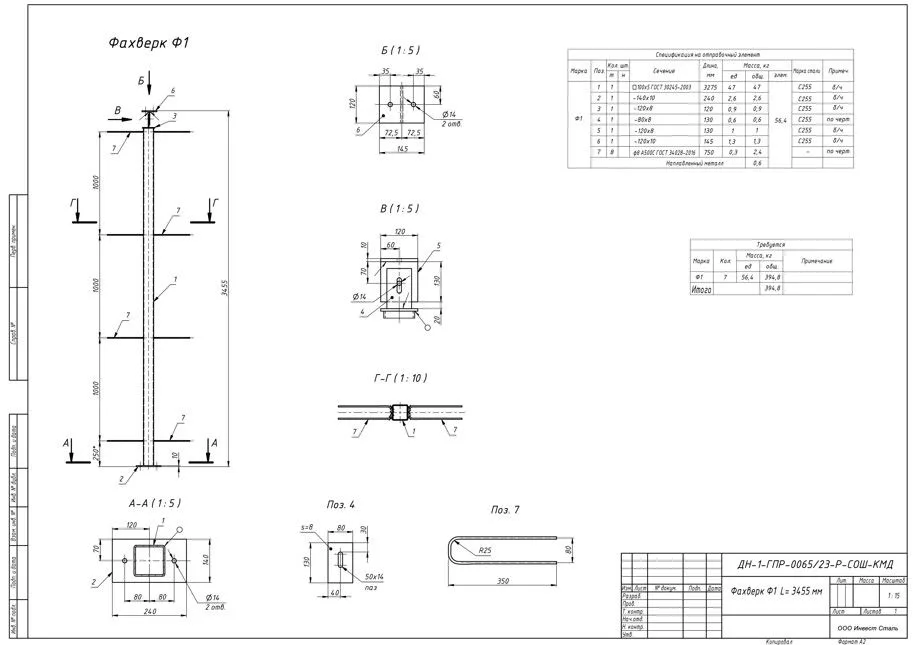
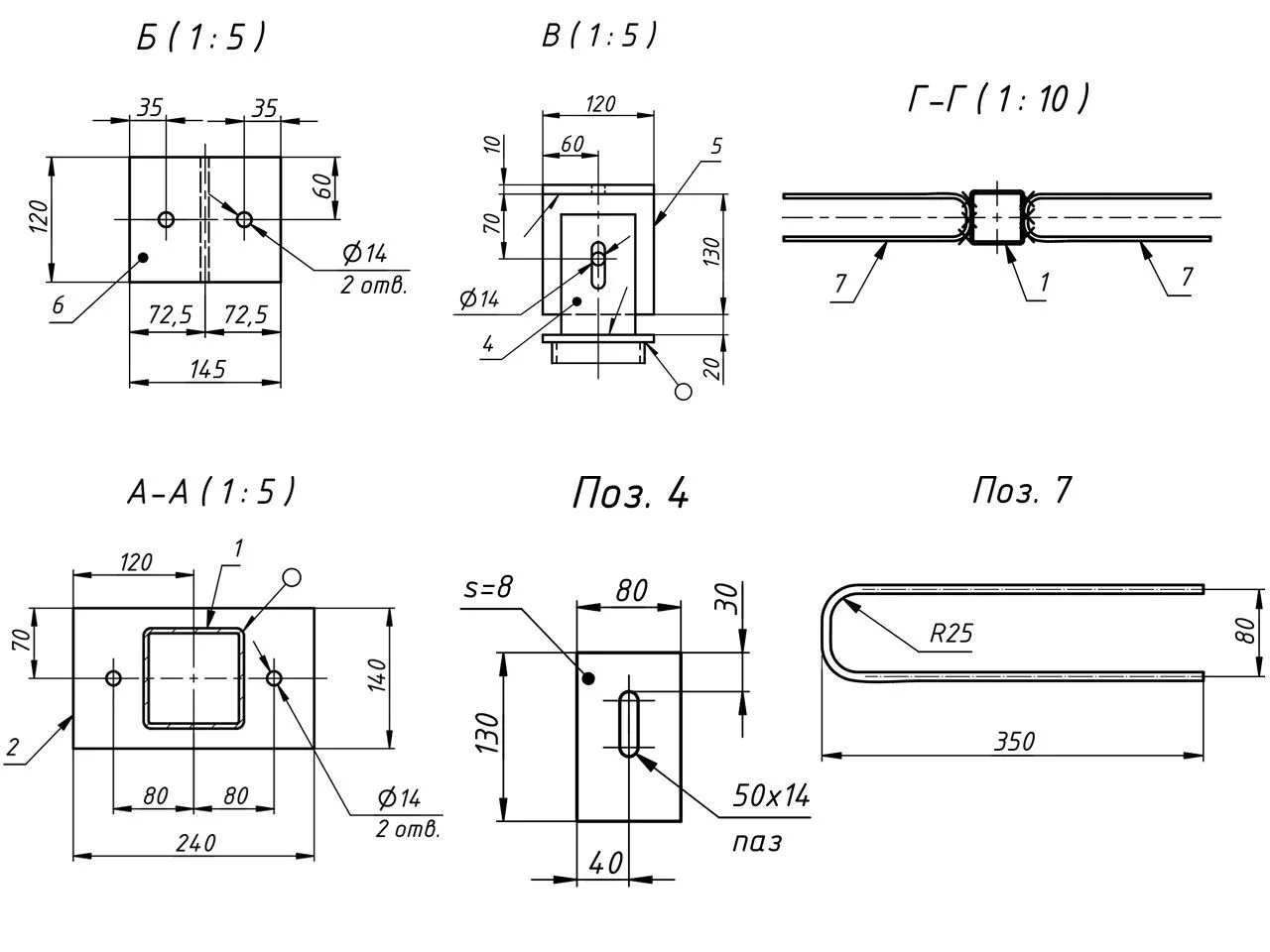
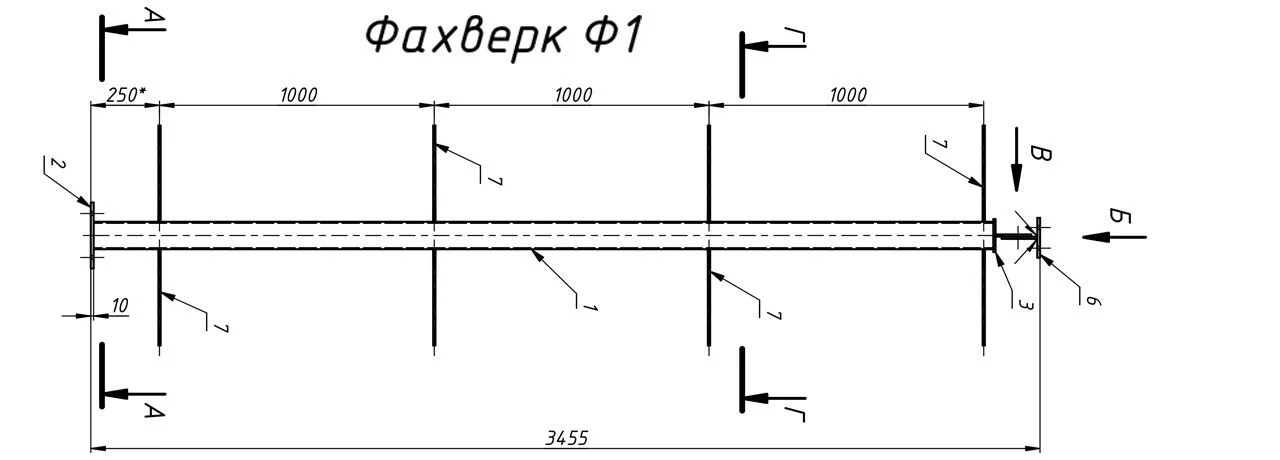
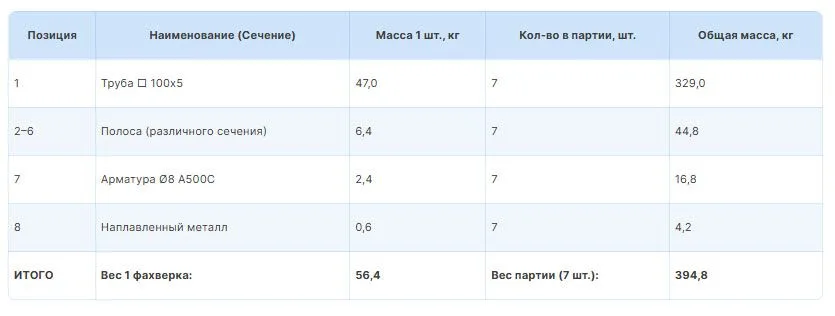

 ️ Важнейшее правило: никогда не смотрите только на общий вес! Обязательно изучайте узлы и разрезы (в нашем случае - А-А, Б-Б, В, Г-Г). Именно там прячутся мелкие детали, пазы и фаски — они требуют дополнительного времени резчиков, а значит, напрямую влияют на стоимость работ.
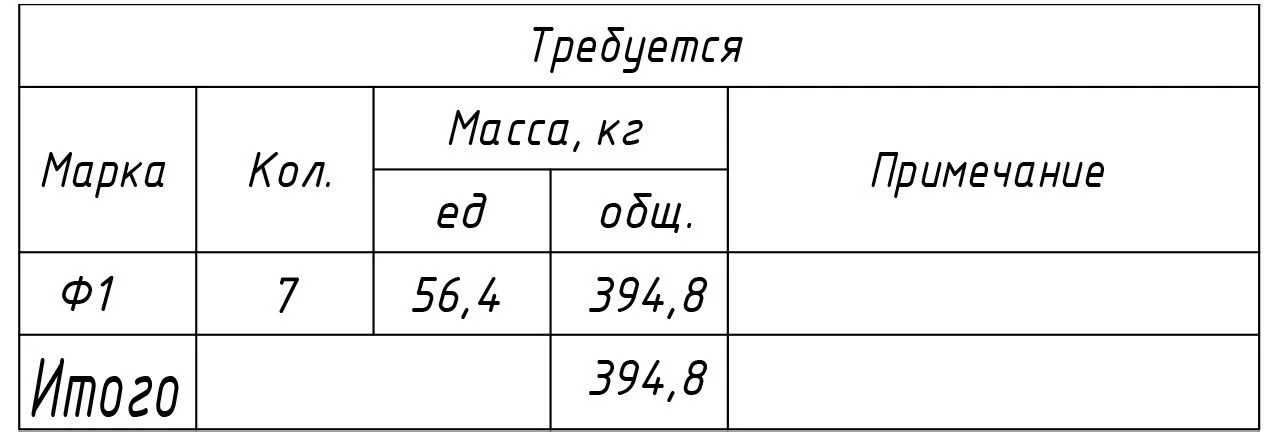
️ Важнейшее правило: никогда не смотрите только на общий вес! Обязательно изучайте узлы и разрезы (в нашем случае - А-А, Б-Б, В, Г-Г). Именно там прячутся мелкие детали, пазы и фаски — они требуют дополнительного времени резчиков, а значит, напрямую влияют на стоимость работ. Итого материал на 1 шт: 3 698,6 ₽
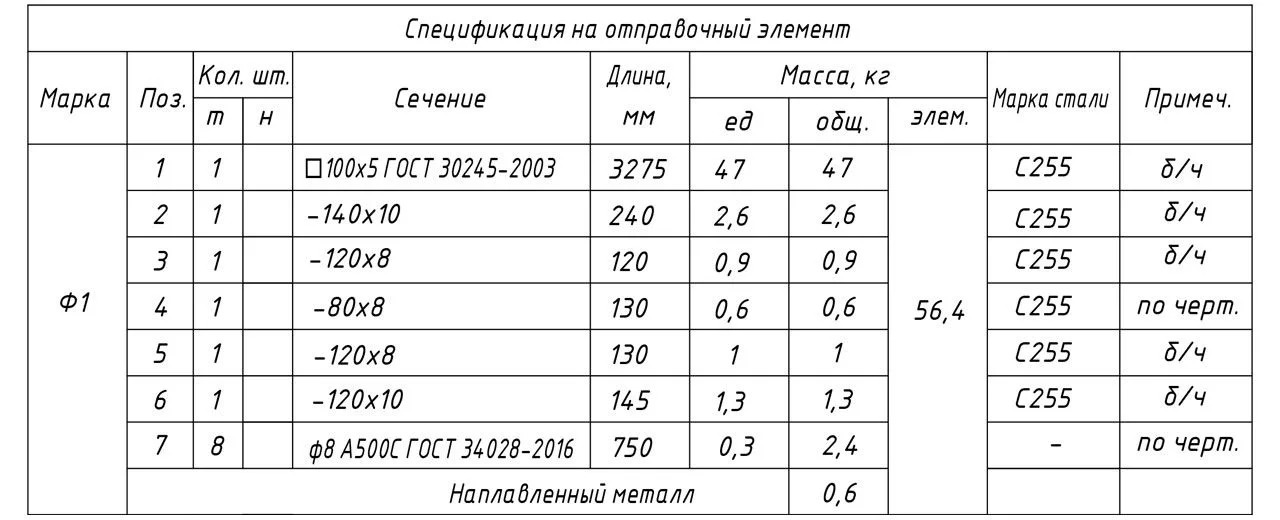
Итого материал на 1 шт: 3 698,6 ₽ Это «чистый» вес без учёта неликвидов и обрезков. На практике обычно закладывают ещё 1–7% сверху - не забывайте про это!
Это «чистый» вес без учёта неликвидов и обрезков. На практике обычно закладывают ещё 1–7% сверху - не забывайте про это!


")












 Совет: чем полнее исходная информация, тем быстрее мы сможем подобрать технологию, рассчитать стоимость и согласовать сроки. При необходимости наши специалисты предложат рекомендации по оптимизации толщины, конструкции и схемы раскроя.
Совет: чем полнее исходная информация, тем быстрее мы сможем подобрать технологию, рассчитать стоимость и согласовать сроки. При необходимости наши специалисты предложат рекомендации по оптимизации толщины, конструкции и схемы раскроя.