Работа при разжатом шпинделе!
-
Если не считать разжатие кулачков, то программа отрабатывает на отлично! Но если с разжатием, просто встает на м169 и стоит как будто что-то ждет! Разрешение это кодм131 там все норм
-
Если не считать разжатие кулачков, то программа отрабатывает на отлично! Но если с разжатием, просто встает на м169 и стоит как будто что-то ждет! Разрешение это кодм131 там все норм
@олег в итоге через М131 заработало?
-
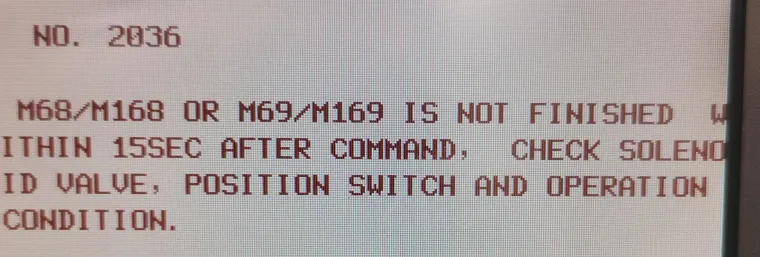
Нет! Команда м 131 проходит на м169 встает, кулачки открывает и все потом выдает такую ошибку
-
-
У меня PUMA TT1500MS
FANUK 18i-TB
Мануала на нее нет, поэтому с кодами проблема -
@олег Хм, а что если fanuc может требовать обратной связи с датчика на патроне (кулачках), и если сигнал не приходит то выдает ошибку. Посмотри и проверь подключен ли датчик положения/сигнал захвата детали.
По поводу кодов: помимо
M168/M169/M131могут быть нужны дополнительные разрешающие коды (M200, M202, M205 - зависит от станка, но опять же без мануала тяжеловато), попробую поискать мануал вдруг смогу что-то полезное найти. -
Посмотри вот этот мануал не под твою ли стойку?
-
А вот вроде как твой станок - Doosan Puma TT1500-1800.pdf
-
М 203 у меня синхронизация шпинделя л/п соответственно 205 отключение
-
У меня есть и doosan puma 1800
Программирование сильно разное, половина м кодов как у 1500 вообще не нужны
Просто она сейчас в ремонте, на ней попробовать не получится, а так на 1800 будет работать просто через м131 м 169 -
 K kirilljsx переместил эту тему из Услуги в
K kirilljsx переместил эту тему из Услуги в
Здравствуйте! Похоже, вас заинтересовал этот пост, но у вас ещё нет аккаунта.
Надоело каждый раз пролистывать одни и те же посты? Зарегистрировав аккаунт, вы всегда будете возвращаться на ту же страницу, где были раньше, и сможете выбирать, получать ли уведомления о новых ответах (по электронной почте или в виде push-уведомлений). Вы также сможете сохранять закладки и ставить лайки постам, чтобы выразить свою благодарность другим участникам сообщества.
С вашими комментариями этот пост мог бы стать ещё лучше 💗
Зарегистрироваться Войти© 2022 - 2026 InvestSteel, Inc. Все права защищены.