Как использовать G81 в G-коде для сверления на станке с ЧПУ: примеры программ
-
Если вы работаете с станками с ЧПУ и сталкиваетесь с задачей сверления, команда G81 станет вашим надежным помощником. В этом посте расскажу:
- Что такое G81 и зачем он нужен;
- Какие параметры используются в команде;
- Как написать простую программу с G81;
- В чем отличие G81 от других циклов сверления (например, G82, G83);
- Как избежать типичных ошибок при программировании.
Что такое G81 в G-коде?
Команда G81 — это цикл сверления без выдержки и отвода стружки, который используется для выполнения простых отверстий. Он идеально подходит, когда вам нужно быстро просверлить одно или несколько отверстий на одинаковой глубине.
Преимущества G81:
- Простота настройки;
- Быстрый цикл работы;
- Подходит для тонких материалов.
Ограничения:
- Не подходит для глубокого сверления (лучше использовать G83);
- Нет паузы на дне отверстия (для этого есть G82);
- Не удаляет стружку эффективно.
Параметры команды G81
Команда G81 записывается в строке G-кода следующим образом:
G81 X... Y... Z... R... F...Расшифровка параметров:
- X — координата по оси X для сверления (абсолютное значение);
- Y — координата по оси Y для сверления;
- Z — глубина отверстия (относительно начальной точки);
- R — высота точки отъезда над заготовкой (безопасная зона);
- F — скорость подачи (feed rate).
После завершения цикла станок возвращается на уровень R (если не указано иное через G98/G99).
Примеры программ с использованием G81
Пример 1: Одиночное отверстие
G90 G54 G17 G40 G49 (Настройка режимов) M06 T01 (Выбор инструмента) M03 S3000 (Запуск шпинделя) G00 X50 Y50 Z5 (Перемещение к точке начала сверления) G81 Z-20 R2 F100 (Сверление на глубину 20 мм с шагом R=2 мм) G80 (Отмена цикла сверления) M30 (Конец программы)Что делает программа:
- Переходит в абсолютный режим (G90), выбирает плоскость XY (G17);
- Устанавливает инструмент и запускает шпиндель на 3000 об/мин;
- Перемещается в точку (X=50, Y=50), опускается до Z=5 (на 5 мм над заготовкой);
- Выполняет сверление на глубину 20 мм с безопасной высотой R=2 мм и скоростью подачи 100 мм/мин;
- Завершает цикл и останавливает программу.
Пример 2: Множественные отверстия
G90 G54 G17 G40 G49 M06 T01 M03 S3000 G00 X20 Y20 Z5 G81 Z-20 R2 F100 X80 (Второе отверстие по оси X) Y80 (Третье отверстие по оси Y) X20 (Четвертое отверстие) G80 M30Особенности программы:
- После первого отверстия станок автоматически перемещается к следующим координатам (X=80, Y=80, X=20), выполняя сверление в каждой точке с теми же параметрами Z, R и F.
Когда использовать G81, а когда — другие циклы?
Цикл Назначение Когда использовать G81 Базовое сверление без пауз Для тонких материалов и неглубоких отверстий G82 Сверление с паузой на дне Если нужно зафиксировать инструмент на дне G83 Глубокое сверление с отводом стружки Для отверстий, глубже 3× диаметра сверла
Советы и рекомендации
-
Используйте G98/G99 для выбора возврата инструмента:
- G98 — возврат на начальную точку после каждого отверстия;
- G99 — возврат только до уровня R (экономит время).
-
Не забывайте о безопасности:
- Перед запуском программы проверьте значения Z и R, чтобы избежать столкновений;
- Убедитесь, что скорость подачи (F) соответствует материалу и инструменту.
-
Тестирование на черновом образце:
- Перед работой с дорогостоящей заготовкой протестируйте программу на черновом варианте.
Команда G81 — это простой и эффективный способ выполнить сверление на станке с ЧПУ. Она подходит для базовых задач, где важна скорость и минимальное количество настроек. Однако для сложных операций (глубокое сверление, паузы, отвод стружки) лучше использовать специализированные циклы (G82, G83).
Если вы только начинаете осваивать G-код, начните с G81 — это отличная база для понимания работы циклов сверления. А если у вас есть свои примеры использования G81 или вопросы — пишите в комментариях!

Здравствуйте! Похоже, вас заинтересовал этот пост, но у вас ещё нет аккаунта.
Надоело каждый раз пролистывать одни и те же посты? Зарегистрировав аккаунт, вы всегда будете возвращаться на ту же страницу, где были раньше, и сможете выбирать, получать ли уведомления о новых ответах (по электронной почте или в виде push-уведомлений). Вы также сможете сохранять закладки и ставить лайки постам, чтобы выразить свою благодарность другим участникам сообщества.
С вашими комментариями этот пост мог бы стать ещё лучше 💗
Зарегистрироваться Войти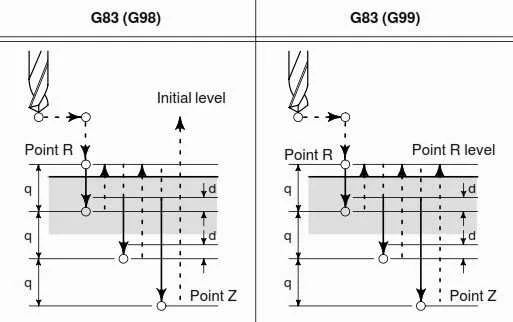
© 2022 - 2026 InvestSteel, Inc. Все права защищены.