Параметры FANUC 0i MF 24000 24103: настройка и примеры кода
-
Что такое параметры FANUC 0i MF 24000 и 24103?
Параметры FANUC 0i MF
24000и24103— это настройки системы ЧПУ, отвечающие за точность позиционирования и обработку траектории инструмента. Они критичны для высокоскоростной металлообработки, особенно при работе с алюминием и сталью.Например:
- 24000 регулирует компенсацию люфта вала;
- 24103 влияет на интерполяцию дуги.
Изучите эти параметры, чтобы избежать брака и повысить срок службы оборудования.
Как влияют параметры на производительность станка?
- Снижение вибраций: Неправильная настройка 24000 приводит к вибрациям при резком изменении направления.
- Точность обработки: Параметр 24103 улучшает гладкость дуг, особенно при высоких скоростях.
- Экономия времени: Оптимизация сокращает время цикла на 10–15%.
Примеры кода для настройки параметров FANUC 0i MF
Базовая корректировка параметра 24000
O9000 (Компенсация люфта) #1=24000 (Назначение переменной) IF [#1 GT 100] GOTO 100 (Проверка значения) #1=100 (Установка лимита) N100 M30 (Конец программы)Этот код предотвращает перегрузку двигателя при превышении допустимого люфта.
Настройка параметра 24103 для интерполяции дуги
G91 G18 G03 X50 Z30 R20 F100 (Дуговая интерполяция) M98 P1000 (Вызов макроса для 24103)Добавьте коррекцию радиуса с помощью G41/G42 для точности
Шаги для диагностики ошибок:
- Проверка текущих значений: В меню параметров FANUC введите 24000 и 24103.
- Сравнение с эталонными: Используйте документацию FANUC для подбора оптимальных значений.
- Тестовая обработка: Проведите пробный запуск с измерением точности.
Таблица: Рекомендуемые значения для разных материалов
Материал Параметр 24000 Параметр 24103 Алюминий 0.02 мм 0.005 мм Нержавейка 0.01 мм 0.003 мм Ключевые советы для металлообработчиков
- Регулярно обновляйте ПО станка, чтобы использовать последние версии параметров.
- Тестируйте настройки на пробных заготовках, прежде чем запускать серийное производство.
- Используйте макросы, как в примере выше, для автоматизации корректировки параметров.
Правильная настройка FANUC 0i MF
24000и24103— залог стабильного качества продукции и долговечности оборудования. Начните с малого: проверьте текущие значения и проведите тестовый цикл уже сегодня!
Здравствуйте! Похоже, вас заинтересовал этот пост, но у вас ещё нет аккаунта.
Надоело каждый раз пролистывать одни и те же посты? Зарегистрировав аккаунт, вы всегда будете возвращаться на ту же страницу, где были раньше, и сможете выбирать, получать ли уведомления о новых ответах (по электронной почте или в виде push-уведомлений). Вы также сможете сохранять закладки и ставить лайки постам, чтобы выразить свою благодарность другим участникам сообщества.
С вашими комментариями этот пост мог бы стать ещё лучше 💗
Зарегистрироваться Войти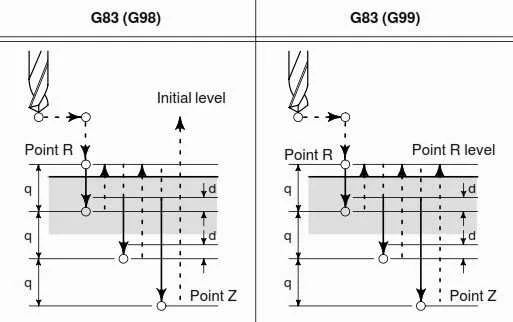

© 2022 - 2026 InvestSteel, Inc. Все права защищены.