g73 Fanuc токарный цикл пример для черновой обработки
-
Привет, токари!
Разберем цикл G73 — маст-хэв для обработки деталей с «ступенчатым» профилем. Если вы устали переписывать тысячи строк кода для сложных контуров — это для вас.
Что такое G73?
G73 — цикл черновой обработки с постоянным профилем.
- Используется, когда контур детали не монотонный (например, ступени, канавки).
- Каждый проход повторяет форму финального контура, оставляя припуск.
Преимущества перед G71/G72:
- Экономит время: нет лишних проходов по прямой.
- Уменьшает износ инструмента: резание идет «по форме».
Параметры G73
Синтаксис:
G73 U_ W_ R_ G73 P_ Q_ F_- U — припуск на чистовую обработку по X (радиусное значение).
- W — припуск на чистовую по Z.
- R — количество черновых проходов.
- P — номер строки начала контура.
- Q — номер строки конца контура.
- F — подача.
Пример программы
O1000 (ПРОГРАММА С G73) G21 G40 G49 G80 G99 (настройки) G54 (система координат) T0101 (резец) M03 S1000 (пуск шпинделя) G00 X50 Z2 (подвод) G73 U2 W1 R3 (припуски 2 мм/1 мм, 3 прохода) G73 P10 Q20 F0.2 (контур от N10 до N20) N10 G01 X20 Z0 F0.15 (начало контура) N15 X30 Z-20 (ступень 1) N20 X40 Z-40 (ступень 2) G00 X100 Z100 (отвод) M30 (конец)Как это работает?
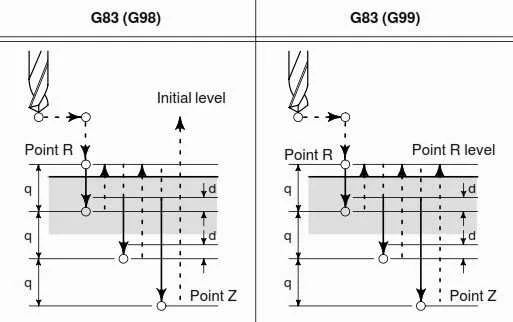
G73 U2 W1 R3: Каждый проход снимает 2 мм в радиусе и 1 мм поZ.- 3 прохода для черновой обработки.
Контур (N10-N20): Станок повторяет форму детали, начиная с
X20Z0и заканчиваяX40Z-40.Результат: После цикла остается припуск 2 мм на
Xи 1 мм наZдля чистовой обработки (G70).Когда использовать
G73? Для деталей с несколькими диаметрами (ступени, канавки).
Для деталей с несколькими диаметрами (ступени, канавки).
Когда нужно избежать столкновений с уже обработанными участками.
 Не подходит для монотонных профилей — лучше
Не подходит для монотонных профилей — лучше G71.Почему это полезно?
- Экономия времени:
G73сокращает количество проходов на 30-50%. - Универсальность: Работает с любыми контурами, включая асимметричные.
- Контроль припуска:
UиWгарантируют точность чистовой обработки.
И напоследок пару советов!
- Расчет глубины резания:
Глубина за проход = (Общий припуск) / R - Всегда проверяйте траекторию в DRY RUN.
- Убедитесь, что инструмент не касается патрона/задней бабки.
- После G73 используйте G70 P10 Q20 для финишного прохода.
Всегда!!! Запомните, всегда! Проверяйте код в безопасном режим (DRY RUN)! Иначе можно вь*бать шпиндель и влететь на бабки.
Кстати на нашем форуме я написал бесплатный и подробный курс по программированию ЧПУ для систем FANUC и Sinumerik, включающий разбор синтаксиса, примеры кода и практические рекомендации. Курс полностью бесплатный! Для доступа к материалам требуется регистрация на форуме.
Не забудьте подписаться на наш канал в телеграме
 :
:
Здравствуйте! Похоже, вас заинтересовал этот пост, но у вас ещё нет аккаунта.
Надоело каждый раз пролистывать одни и те же посты? Зарегистрировав аккаунт, вы всегда будете возвращаться на ту же страницу, где были раньше, и сможете выбирать, получать ли уведомления о новых ответах (по электронной почте или в виде push-уведомлений). Вы также сможете сохранять закладки и ставить лайки постам, чтобы выразить свою благодарность другим участникам сообщества.
С вашими комментариями этот пост мог бы стать ещё лучше 💗
Зарегистрироваться Войти
© 2022 - 2026 InvestSteel, Inc. Все права защищены.