FANUC G83: примеры кода, программирование и настройка цикла глубокого сверления
-
Хочу рассказать вам о FANUC G83 — специальном цикле для сверления глубоких отверстий на станках с ЧПУ. Разберем, из чего состоит команда , какие параметры влияют на результат, и только потом перейдем к примерам программ. Если вы новичок — не переживайте, объясню «на пальцах»!
Что такое FANUC G83 и зачем он нужен?
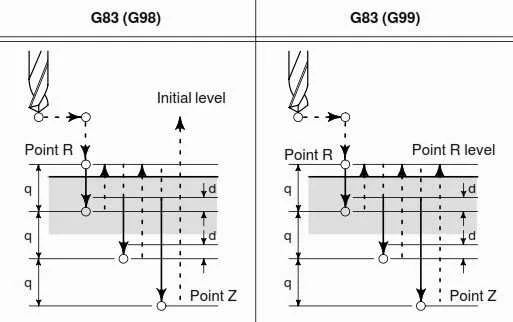
FANUC G83 — это циклическая команда глубокого сверления, которая автоматически разбивает процесс на этапы:
- Сверление на заданную глубину (Q).
- Отвод инструмента на безопасную высоту (R) для удаления стружки.
- Повторение до достижения конечной глубины (Z).
Где применяется?
- В авиастроении (отверстия в лонжеронах).
- В производстве пресс-форм (глубокие каналы охлаждения).
- В ремонтных мастерских (точное сверление валов).
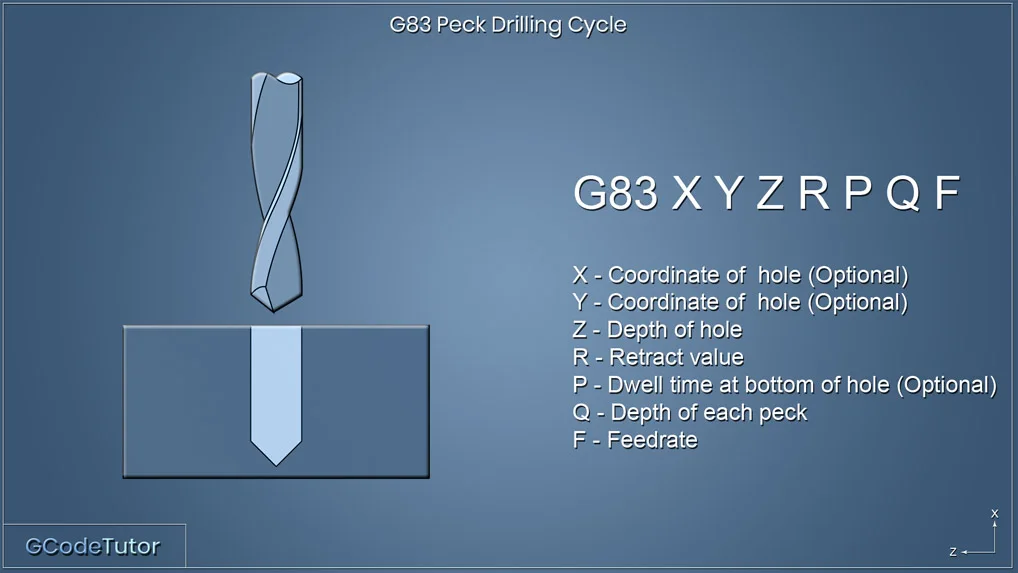
Структура команды G83: Все параметры
Формат команды:
G83 Z-50.0 (Конечная глубина отверстия) R3.0 (Безопасная высота отвода) Q10.0 (Глубина одного прохода) F150 (Подача, мм/мин) P500 (Пауза 0.5 сек для отвода стружки) L4. (Количество повторов)Важно: В реальных станках комментарии в скобках не влияют на выполнение программы — они нужны только для человека.
Обязательные параметры:
- Z — конечная глубина отверстия (например, Z-50.0).
- R — высота отвода после каждого прохода (R2.0).
- Q — глубина одного рабочего хода (Q10.0).
- F — подача (мм/мин, например, F150).
Дополнительные параметры:
- P — пауза в миллисекундах для отвода стружки (P500).
- L — количество повторов (для серийных операций (L4)).
Пример 1: Базовая программа для одного отверстия
Допустим, нужно просверлить отверстие глубиной 40 мм с шагом 10 мм и безопасной высотой 5 мм:
O1000 (Программа для глубокого сверления) G90 G54 G17 G40 G49 (Настройка абсолютных координат и безопасности) T01 M06 (Выбор сверла диаметром 8 мм) S1500 M03 (Запуск шпинделя на 1500 об/мин) G00 X0 Y0 Z5.0 (Быстрый подвод к начальной точке) G83 Z-40.0 R5.0 Q10.0 F200 (Запуск цикла G83) G80 G00 Z5.0 (Отмена цикла и отвод вверх) M30 (Конец программы)Пояснение:
- Q10.0 задает глубину каждого прохода.
- R5.0 — точка отвода для удаления стружки.
Пример 2: Сверление нескольких отверстий
Если требуется обработать 3 отверстия по координатам X10, Y10; X20, Y20; X30, Y30:
O1001 G90 G54 G17 G40 G49 T01 M06 S1200 M03 G00 Z5.0 **G91** (Переключение на инкрементные координаты для повторения) G83 Z-35.0 R3.0 Q7.0 F150 X10 Y10 (Первое отверстие) X10 Y10 (Второе отверстие) X10 Y10 (Третье отверстие) G90 G80 G00 Z5.0 M30Важно: Используйте G91 для упрощения позиционирования, если отверстия расположены на равном расстоянии.
Пример 3: Сверление с охлаждением и задержкой
Для материалов, склонных к перегреву (например, титан), добавьте СОЖ и паузу:
O1002 G90 G54 G17 G40 G49 T02 M06 (Сверло с внутренним подводом СОЖ) S800 M03 M08 (Включение охлаждения) G00 X0 Y0 Z5.0 G83 Z-50.0 R2.0 Q5.0 P1000 (P — задержка в миллисекундах на каждом проходе) G80 G00 Z5.0 M09 (Выключение охлаждения) M30Примечание: P1000 добавляет паузу 1 секунду для лучшего отвода стружки.
Пример 4: Комбинация с циклом G81 для черновой и чистовой обработки
Сначала используйте G83 для чернового сверления, затем G81 для финишного прохода:
O1003 G90 G54 G17 G40 G49 T03 M06 (Черновое сверло 10 мм) S1000 M03 G00 X0 Y0 Z5.0 G83 Z-60.0 R3.0 Q15.0 F120 G80 T04 M06 (Чистовое сверло 10.5 мм) S1200 M03 G81 Z-60.0 R3.0 F80 (Быстрый чистовой проход без отводов) G80 G00 Z5.0 M30
Пример 5: Программа с подпрограммой для серийных деталей
Для массового производства используйте подпрограммы (L9000):
O1004 (Основная программа) G90 G54 G17 G40 G49 T05 M06 (Сверло 6 мм) S2000 M03 M98 P9000 L3 (Вызов подпрограммы 3 раза) G80 G00 Z5.0 M30 O9000 (Подпрограмма) G00 X[#1] Y[#2] (Переменные для координат) G83 Z-25.0 R2.0 Q5.0 F180 M99 (Возврат к основной программе)Как использовать:
- Задайте координаты через переменные #1 и #2 перед вызовом подпрограммы.
Подведем итоги!
Теперь вы знаете, как устроен FANUC G83, и готовы применять его на практике. Начните с простых программ, постепенно усложняя задачи.
Добавление комментариев в код
G83— простой способ сделать программу понятной. Начните с базовых примеров, постепенно усложняя задачи. Если что-то непонятно — спрашивайте в комментариях, разберемся вместе!
Кстати на нашем форуме я написал бесплатный и подробный курс по программированию ЧПУ для систем FANUC и Sinumerik, включающий разбор синтаксиса, примеры кода и практические рекомендации. Курс полностью бесплатный! Для доступа к материалам требуется регистрация на форуме.
-
Подскажите, при указании Q, но без отвода R, сверло будет ехать до координаты Z без изменений(без клеваний)?
G83 Z-23.5 Q5000 F500И есть ли тогда смысл указывать Q, как и сам режим G83?
-
Подскажите, при указании Q, но без отвода R, сверло будет ехать до координаты Z без изменений(без клеваний)?
G83 Z-23.5 Q5000 F500И есть ли тогда смысл указывать Q, как и сам режим G83?
Вообще отвод есть даже без
R— сверло поднимается на уровень по умолчанию (заданный станком или предыдущими настройками).Qобязателен вG83— задаёт шаг сверления (например,Q5= 5 мм). БезQцикл не сработает.А сам режим
G83нужен для глубокого сверления — предотвращает перегрев и заклинивание сверла.Ошибка в
Q5000— это 5000 мм (неправильно). ИспользуйтеQ5(илиQ5.0).Вот пример:
G83 Z-23.5 Q5 F500Q5— шаг 5 мм,F500— подача.
Смысл в
QиG83есть — цикл работает даже безR. Но Вам стоит проверить значениеQ.Важно! Не забывайте тестировать! Проверяйте программы в режиме Dry Run перед запуском
-
Вообще отвод есть даже без
R— сверло поднимается на уровень по умолчанию (заданный станком или предыдущими настройками).Qобязателен вG83— задаёт шаг сверления (например,Q5= 5 мм). БезQцикл не сработает.А сам режим
G83нужен для глубокого сверления — предотвращает перегрев и заклинивание сверла.Ошибка в
Q5000— это 5000 мм (неправильно). ИспользуйтеQ5(илиQ5.0).Вот пример:
G83 Z-23.5 Q5 F500Q5— шаг 5 мм,F500— подача.
Смысл в
QиG83есть — цикл работает даже безR. Но Вам стоит проверить значениеQ.Важно! Не забывайте тестировать! Проверяйте программы в режиме Dry Run перед запуском
@Kirilljs спасибо большое, уже методом втыка подобрал, не воспринимает микроны один станок, только мм и обязательно с точкой, у нас два synteca, и оба с разной прошивкой.
-
@Kirilljs спасибо большое, уже методом втыка подобрал, не воспринимает микроны один станок, только мм и обязательно с точкой, у нас два synteca, и оба с разной прошивкой.
@pangl Программирование оно такое

Метод тыка тоже неплохо работает, главное что бы в тестовом режиме, а то так можно станок крякнуть
Здравствуйте! Похоже, вас заинтересовал этот пост, но у вас ещё нет аккаунта.
Надоело каждый раз пролистывать одни и те же посты? Зарегистрировав аккаунт, вы всегда будете возвращаться на ту же страницу, где были раньше, и сможете выбирать, получать ли уведомления о новых ответах (по электронной почте или в виде push-уведомлений). Вы также сможете сохранять закладки и ставить лайки постам, чтобы выразить свою благодарность другим участникам сообщества.
С вашими комментариями этот пост мог бы стать ещё лучше 💗
Зарегистрироваться Войти
© 2022 - 2026 InvestSteel, Inc. Все права защищены.