Контроль качества сварки: методы и критерии по ГОСТ
-

Контроль качества сварки - это база для надежных швов. Без него конструкция может развалиться в любой момент. Разберем методы и критерии, чтобы знать, где собака зарыта.
Практика показывает: 80% дефектов ловит визуалка. Остальное - приборы. Это спасает от брака и переделок. Поговорим по делу: от простого осмотра до рентгена.
Визуальный и измерительный контроль
Визуал - первый и главный шаг. Шов смотрят невооруженным глазом или с лупой, увеличивающей в 5-10 раз. Ищут трещины, поры, непровары, подрезы. По ГОСТ 3242-79 шов должен быть ровным, без выпуклостей свыше 2 мм и вмятин глубже 0.5 мм.
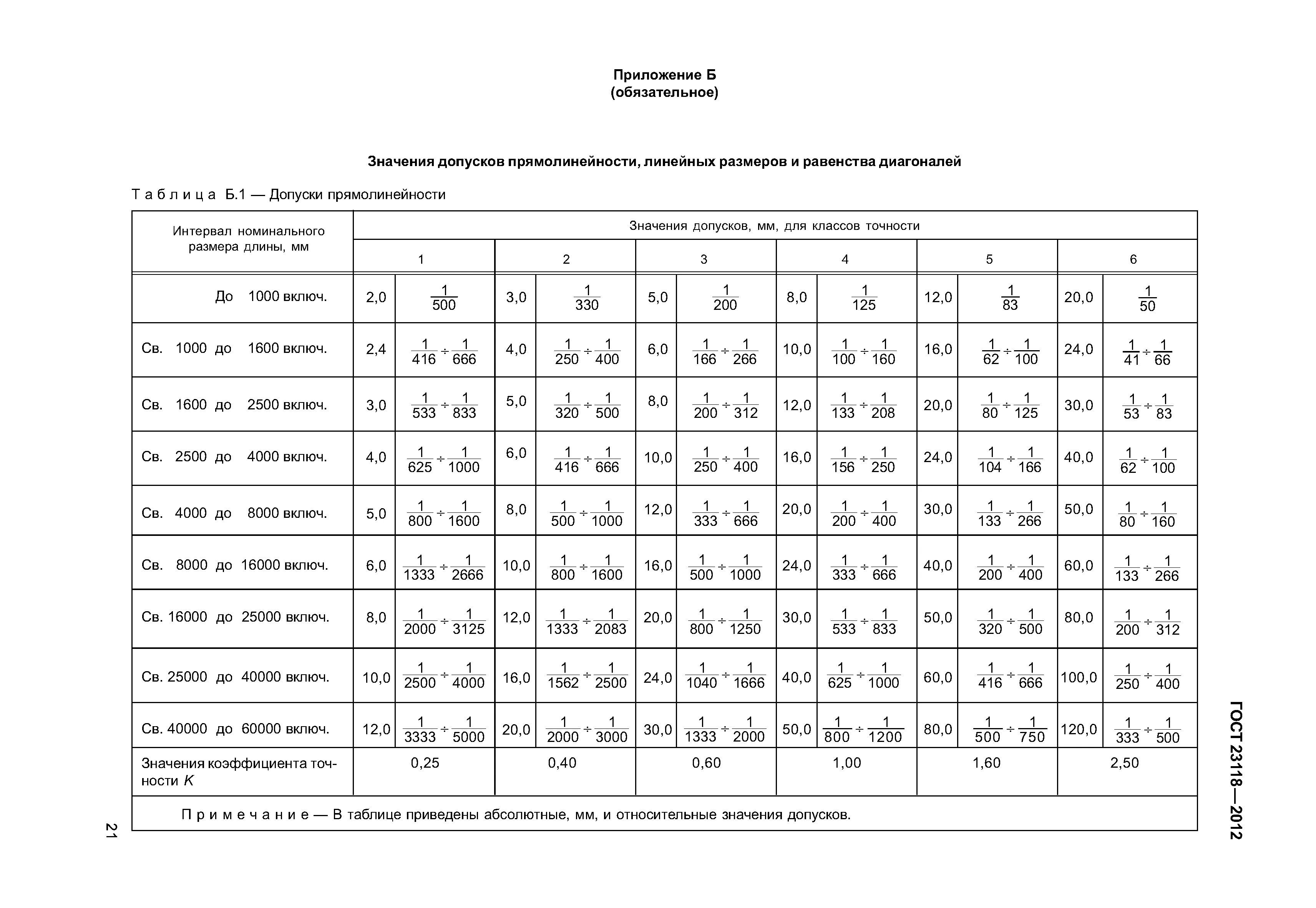
Обмеряют штангенциркулем или шаблонами. Проверяют высоту, ширину, вогнутость. Если шов тоньше нормы на 10% - брак. Это просто, дешево, но ловит только внешку. Дальше - приборы для скрытых бед.
- Трещины: волосные или сквозные, всегда отбой.
- Поры: газовые пузыри, норма - не более 5 на 100 мм длины.
- Непровары: отсутствие сплава, видны как щели.
- Подрезы: выемки по краю, глубина до 0.5 мм допустима.
Дефекты Критерии по ГОСТ 3242-79 Допуск Высота шва 1-4 мм для толщины 3-12 мм +/- 1 мм Вогнутость Не более 0.5 мм Нет Непровар Отсутствует Полный отбой Капиллярный и пенетрантный контроль
Капиллярка работает на поверхностных трещинах. Нанести пенетрант, подождать 10-30 мин, смыть, нанести проявитель. Красно-желтый краситель выскакивает в дефектах. Ловит трещины шириной 0.1 мм.
Керосиновая проба по ГОСТ: шов с одной стороны меловой, с другой - керосин. Через 4 часа пятна на меле - дыра. Простой полевой метод: деталь в воду, пузыри - брак. Эффективно для тонких стенок.
- Пенетрант: для немагнитных сталей типа 08пс или алюминия.
- Керосин: дефекты от 0.1 мм, время 4 ч.
- Мыльная пена: под давлением или вакуумом, пузыри выдают сквозняк.
Метод Материалы Чувствительность Пенетрант Все 0.05-0.1 мм Керосин Сталь 0.1 мм Погружение Любые Сквозные трещины Магнитный и ультразвуковой контроль
Магнитопорошковый для ферромагнетиков - сталь 45, 09Г2С. Намагничивают шов, сыплют порошок. Линии напряжения скапливаются у трещин. Ловит подповерхностные дефекты до 5 мм глубиной. Минус: не для нержавейки.
Ультразвук посылает волны через шов. Отражения от пор, трещин фиксирует дефектоскоп. Скорость звука в стали 5900 м/с, дефекты от 1 мм. Требует квалификации сварщика II уровня. По ГОСТ - для толщин от 8 мм.
- Магнитный: порошок сухой или суспензия, поле 20-50 кА/м.
- УЗК: угол 45-70 град, зона мертвого 20 мм.
- Ограничения: магнит только ферри, УЗК - плоские швы.
Радиографический метод и герметичность
Радиационный - рентген или гамма на пленку. Лучи проходят металл, дефекты темнеют на снимке. Поры видны как черные точки диаметром 0.5 мм. Самый точный, но дорогой и опасный - нужна защита.
Герметичность: пневматика под 0.2-0.5 МПа с мылом или гидроиспытание. Норма - без пузырей 5 мин. Для труб - по ГОСТ 2601-84 давление в 1.25 раза выше рабочего.
- Рентген: толщина до 50 мм, разрешение 1-2%.
- Гамма: Ир-192, для полевых условий.
- Пневмо: вакуум-распылитель для тонких швов.
Метод Глубина дефекта Стоимость Рентген До 100% Высокая Гамма До 50 мм Средняя Пневмо Сквозные Низкая Разрушающий контроль - когда без него не обойтись
Разрушающие методы для пробных образцов. Тянут на разрыв - прочность на разрыв не ниже 400 МПа для С245. Изгибают на 180 град без трещин. Металлография - микроструктура шва под микроскопом.
Химанализ на примеси: серу до 0.035%, фосфор 0.04%. Ударная вязкость при -20 град - не ниже 27 Дж/см2. Это финальная проверка для ответственных конструкций.
- Механика: растяжение, изгиб, твердость HB 140-220.
- Металлография: зерно 4-6 разряда.
- Химия: спектр на C, Mn, Si.
Критерии приемки по ГОСТам
ГОСТ 3242-79 задает классы: 3 - визуал, 4 - УЗК+визуал, 5 - рентген. Для группы 1 (высокая ответственность) - 100% радиография. Допуски: непровар глубиной 10% толщины - отбой.
Квалификация контролера - аттестат II-IV уровня. Документы: акт, протокол дефектоскопии. Без этого шов в трубу.
Класс Методы Ответственность 3 Визуал+обмер Низкая 4 УЗК+магнит Средняя 5 Рентген+УЗК Высокая Что за швом после контроля
Не все методы влезут в один день. Для серийки комбинируй: визуал 100%, капиллярку на подозрительных. Разрушающие - на отбор 1 из 50.
Думай о профилактике: чистый металл, правильный ток. ГОСТ Р 5264-2006 добавляет вихретоки для труб. Всегда проверяй по НД заказчика.
Здравствуйте! Похоже, вас заинтересовал этот пост, но у вас ещё нет аккаунта.
Надоело каждый раз пролистывать одни и те же посты? Зарегистрировав аккаунт, вы всегда будете возвращаться на ту же страницу, где были раньше, и сможете выбирать, получать ли уведомления о новых ответах (по электронной почте или в виде push-уведомлений). Вы также сможете сохранять закладки и ставить лайки постам, чтобы выразить свою благодарность другим участникам сообщества.
С вашими комментариями этот пост мог бы стать ещё лучше 💗
Зарегистрироваться Войти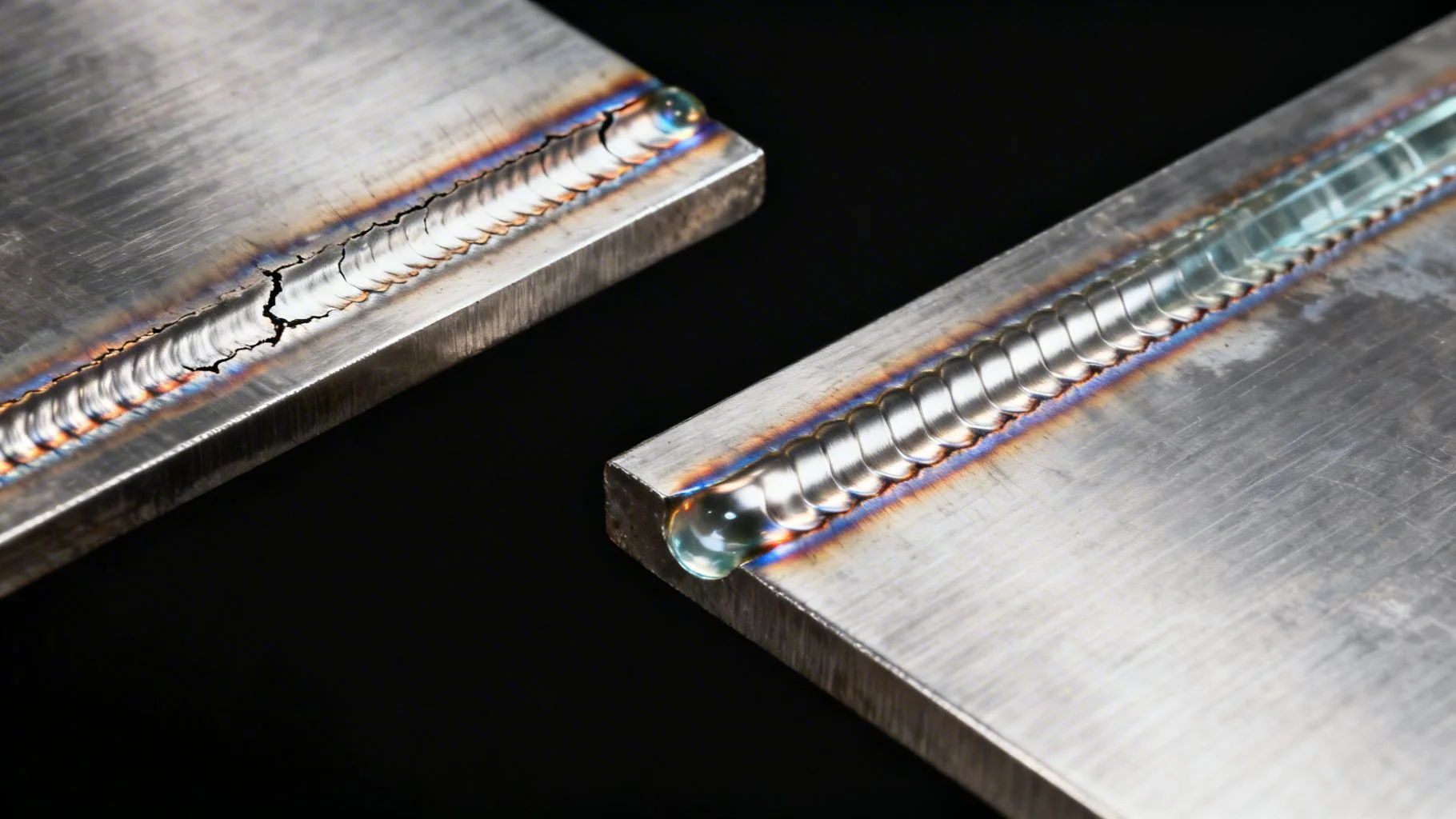
© 2022 - 2026 InvestSteel, Inc. Все права защищены.