Контроль сварных соединений металлоконструкций: методы, ГОСТы и оборудование
-
Если вы работаете с металлоконструкциями, то знаете: сварной шов — это ахиллесова пята любой конструкции. Даже микроскопическая трещина может привести к аварии, а брак при сварке — к миллионным убыткам.
Разберем:
- Какие методы контроля спасают проекты от брака.
- Какие дефекты встречаются чаще всего.
- Какие ГОСТы регулируют качество швов.
Поехали!
1. Зачем контролировать сварные соединения?
Сварка — это высокотехнологичный процесс, но даже автоматизированные линии дают сбои. Риски:
- Разрушение конструкции из-за внутренних напряжений.
- Коррозия в местах непроваров.
- Снижение прочности при нарушении технологии.
Цифры говорят сами за себя:
- 70% аварий металлоконструкций связаны с дефектами сварки (по данным Ростехнадзора).
- Контроль качества повышает надежность швов на 40–60%.
2. Основные методы контроля: от простого к сложному
Рассмотрим 5 ключевых способов проверки швов.
1. Визуальный и измерительный контроль
Что проверяем:
- Геометрия шва (ширина, высота, равномерность).
- Наличие трещин, пор, подрезов.
Инструменты:
- Лупа с увеличением 5–10×.
- Шаблоны сварщика (для проверки размеров).
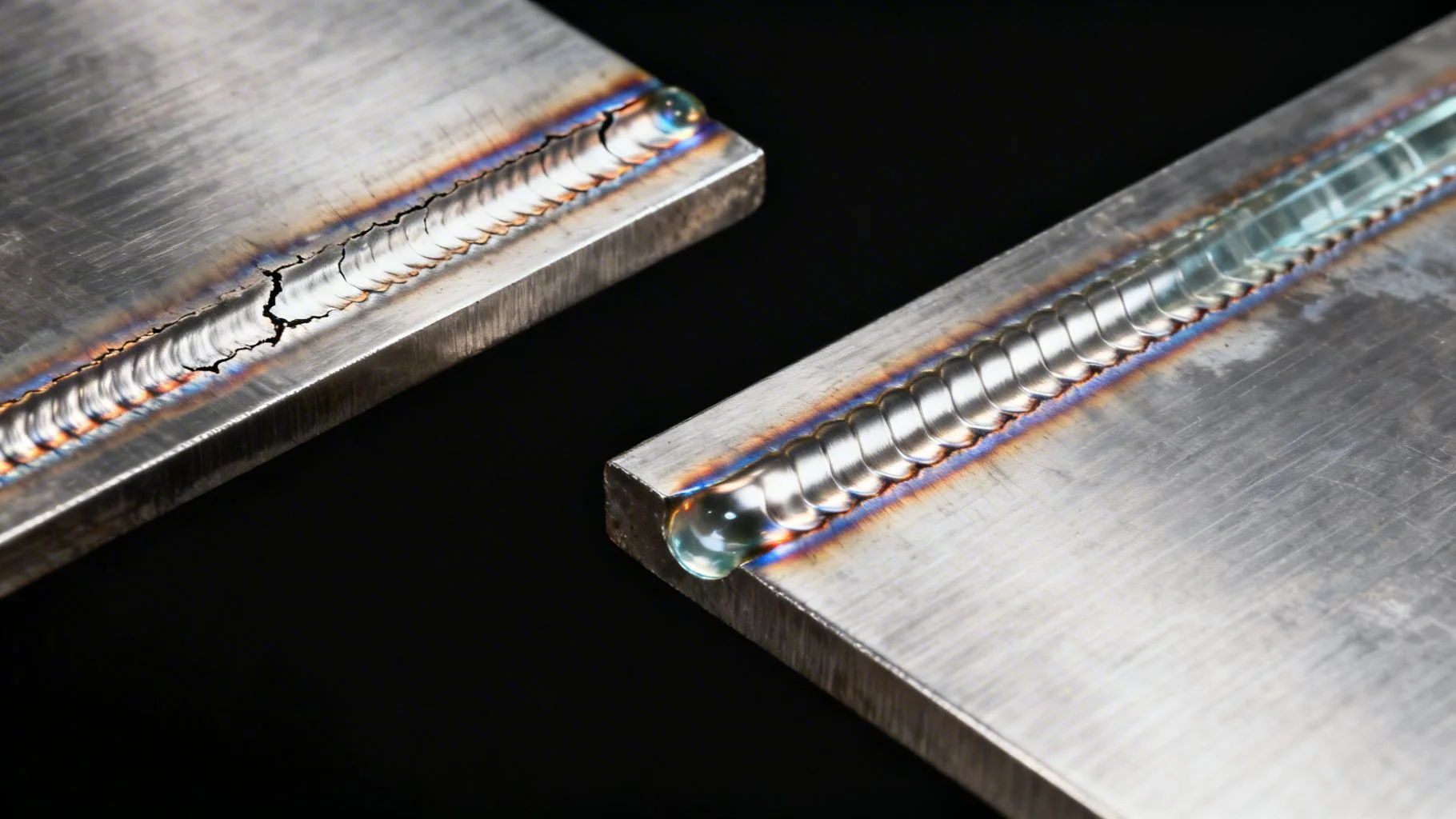
Пример:
Если шов “горбатый” или имеет кратеры — это признак неправильного режима сварки.
2. Ультразвуковая дефектоскопия (УЗК)
Как работает:
Ультразвуковые волны проходят через металл и отражаются от дефектов.Плюсы:
- Выявляет внутренние трещины, непровары, шлаковые включения.
- Не разрушает конструкцию.
Оборудование:
- Дефектоскоп УД2-70 (популярен в РФ).
- Портативные сканеры для полевых условий.
3. Радиографический контроль (рентген)
Суть метода:
Рентгеновские лучи проходят через шов, создавая снимок.Где применяется:
- Критически важные узлы (мосты, краны).
- Сварные соединения толщиной более 20 мм.
Минусы:
- Высокая стоимость.
- Требует защиты от излучения.
4. Магнитопорошковая дефектоскопия
Для чего:
Поиск поверхностных и подповерхностных дефектов.Как выполняется:
- Шов намагничивается.
- Наносится ферромагнитный порошок.
- Дефекты проявляются как “узоры” из частиц.
Идеально для:
- Проверки швов в труднодоступных местах.
5. Капиллярный контроль
Как работает:
- На шов наносится краситель или люминесцентный раствор.
- Дефекты проявляются через 10–15 минут.
Плюсы:
- Выявляет микротрещины, невидимые глазом.
- Подходит для цветных металлов.
3. Типичные дефекты: как их распознать?
Топ-5 проблем:
-
Непровар:
- Причина: Низкий ток, высокая скорость сварки.
- Внешние признаки: Узкий шов, вогнутая поверхность.
-
Поры:
- Причина: Загрязненный металл, влажный электрод.
- Внешние признаки: Точечные углубления на поверхности.
-
Подрезы:
- Причина: Слишком высокое напряжение.
- Внешние признаки: Канавки вдоль кромок шва.
-
Трещины:
- Причина: Высокая жесткость конструкции, перегрев.
- Опасность: Приводят к мгновенному разрушению.
-
Шлаковые включения:
- Причина: Плохая очистка зоны сварки.
- Выявляются: УЗК или рентгеном.
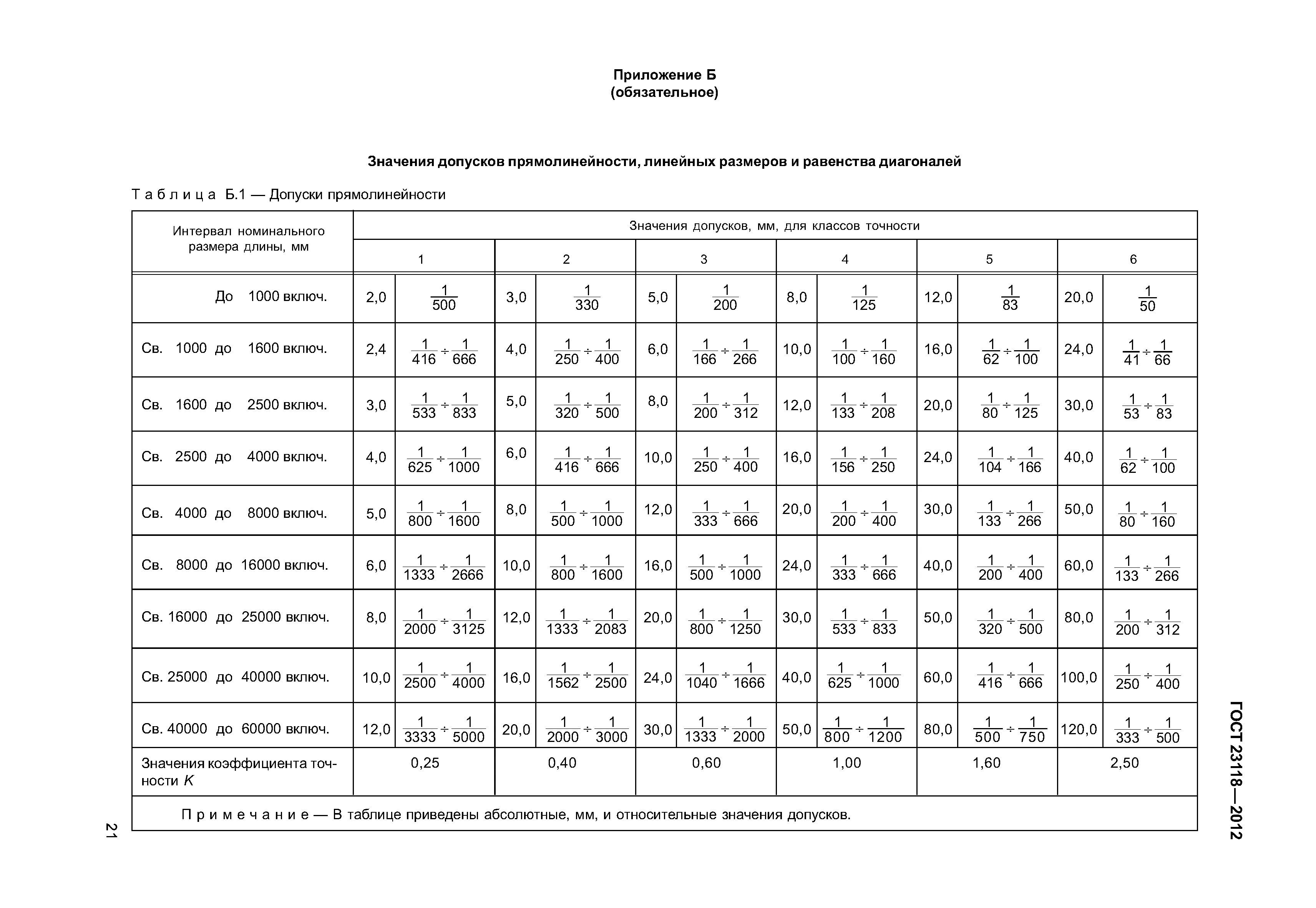
4. Нормы по ГОСТ: что нужно знать
Основные стандарты:
- ГОСТ 3242-79: Требования к методам контроля.
- ГОСТ 5264-80: Нормы для ручной дуговой сварки.
- СНиП III-18-75: Правила для строительных конструкций.
Пример из ГОСТ 3242-79:
- Для ответственных швов (1-й класс) — обязательны УЗК и радиография.
- Для вспомогательных элементов (3-й класс) — достаточно визуального контроля.
5. Оборудование для профессионалов
Топ-3 прибора для контроля:
-
Ультразвуковой дефектоскоп А1222:
- Цена: ~250 000 руб.
- Плюсы: Высокая точность, работа при -20°C.
-
Рентгеновский аппарат РАП-160:
- Применение: Проверка толстых листов.
- Особенность: Цифровая обработка снимков.
-
Магнитопорошковый набор МД-50Н:
- Для: Мелких предприятий.
- Комплектация: Электромагнит, порошок, осветитель.
6. Практический кейс: как мы спасли сварной узел моста
Ситуация:
Заказчик прислал фото шва с “сеткой” микротрещин.Действия:
- Провели капиллярный контроль — обнаружены трещины глубиной 0.3 мм.
- Выявили причину: Перегрев при сварке толстого металла.
- Переварили узел с предварительным подогревом до 150°C.
Итог: Мост эксплуатируется 5 лет без нареканий.
Заключение
Контроль сварных соединений — это не просто формальность, а инвестиция в безопасность. Помните:
- Визуальный контроль — первый шаг, но не единственный.
- Для ответственных конструкций используйте комплекс методов (УЗК + рентген).
- Соблюдайте ГОСТы — это ваш щит в спорах с заказчиками.
P.S. А какие методы контроля используете вы? Делитесь опытом — обсудим в комментариях!
Нужен профессиональный контроль сварных швов?
Мы предлагаем:- Выезд специалиста на объект.
- Современное оборудование (УЗК, рентген).
- Отчеты с фотофиксацией дефектов.
Свяжитесь с нами:
 info@investsteel.ru
info@investsteel.ru
 +7 (495) 188-80-44
+7 (495) 188-80-44
 investsteel.ru
investsteel.ru -
 K kirilljsx переместил эту тему из Производство металлоконструкций
K kirilljsx переместил эту тему из Производство металлоконструкций
Здравствуйте! Похоже, вас заинтересовал этот пост, но у вас ещё нет аккаунта.
Надоело каждый раз пролистывать одни и те же посты? Зарегистрировав аккаунт, вы всегда будете возвращаться на ту же страницу, где были раньше, и сможете выбирать, получать ли уведомления о новых ответах (по электронной почте или в виде push-уведомлений). Вы также сможете сохранять закладки и ставить лайки постам, чтобы выразить свою благодарность другим участникам сообщества.
С вашими комментариями этот пост мог бы стать ещё лучше 💗
Зарегистрироваться Войти
© 2022 - 2026 InvestSteel, Inc. Все права защищены.