Работа при разжатом шпинделе!
-
Здравствуйте! Кто нибудь знает как на фануке oi easy guide работать на разжатом шпинделе?
Настраиваю перехват на PUMA 1500, но как только проходит команда на правом шпинделе м168 (разжатие кулачков) то станок встает в ошибку
Может какой код еще есть или в параметрах менять? -
Здравствуйте! Кто нибудь знает как на фануке oi easy guide работать на разжатом шпинделе?
Настраиваю перехват на PUMA 1500, но как только проходит команда на правом шпинделе м168 (разжатие кулачков) то станок встает в ошибку
Может какой код еще есть или в параметрах менять?@олег Доброго дня!
Мне кажется ваша проблема в команде M168 (разжатие кулачков шпинделя).Что можно попробовать:
- Проверьте цикл перехвата
- Проверьте код М168, посмотрите руководство по оборудованию
- Также возможно в некоторых случаях может требоваться доп М-код так сказать для разрешения (ebable) для работы и смены режима, в режиме mdi:
M168; (Разжим кулачков правого шпинделя) M200; (или M202 / M205) - Обычно это "Разрешение работы при разжатом шпинделе" M5; (Останов шпинделя, если он вращался)
Но тут лучше по инструкции найдите правильный код вашей модели станка.
Только протестируйте сначала в безопасном режими что бы станок не навернуть!
-
Если не считать разжатие кулачков, то программа отрабатывает на отлично! Но если с разжатием, просто встает на м169 и стоит как будто что-то ждет! Разрешение это кодм131 там все норм
-
Если не считать разжатие кулачков, то программа отрабатывает на отлично! Но если с разжатием, просто встает на м169 и стоит как будто что-то ждет! Разрешение это кодм131 там все норм
@олег в итоге через М131 заработало?
-
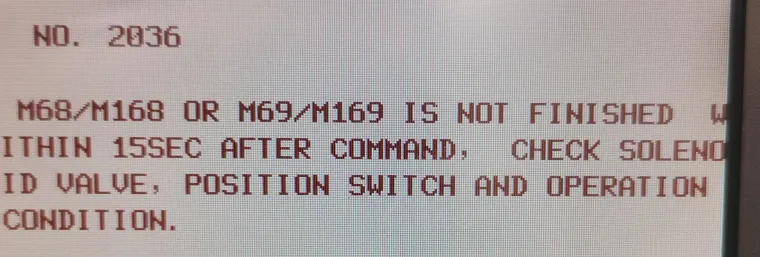
Нет! Команда м 131 проходит на м169 встает, кулачки открывает и все потом выдает такую ошибку
-
-
У меня PUMA TT1500MS
FANUK 18i-TB
Мануала на нее нет, поэтому с кодами проблема -
@олег Хм, а что если fanuc может требовать обратной связи с датчика на патроне (кулачках), и если сигнал не приходит то выдает ошибку. Посмотри и проверь подключен ли датчик положения/сигнал захвата детали.
По поводу кодов: помимо
M168/M169/M131могут быть нужны дополнительные разрешающие коды (M200, M202, M205 - зависит от станка, но опять же без мануала тяжеловато), попробую поискать мануал вдруг смогу что-то полезное найти. -
Посмотри вот этот мануал не под твою ли стойку?
-
А вот вроде как твой станок - Doosan Puma TT1500-1800.pdf
-
М 203 у меня синхронизация шпинделя л/п соответственно 205 отключение
-
У меня есть и doosan puma 1800
Программирование сильно разное, половина м кодов как у 1500 вообще не нужны
Просто она сейчас в ремонте, на ней попробовать не получится, а так на 1800 будет работать просто через м131 м 169 -
 K kirilljsx переместил эту тему из Услуги в
K kirilljsx переместил эту тему из Услуги в
Здравствуйте! Похоже, вас заинтересовал этот пост, но у вас ещё нет аккаунта.
Надоело каждый раз пролистывать одни и те же посты? Зарегистрировав аккаунт, вы всегда будете возвращаться на ту же страницу, где были раньше, и сможете выбирать, получать ли уведомления о новых ответах (по электронной почте или в виде push-уведомлений). Вы также сможете сохранять закладки и ставить лайки постам, чтобы выразить свою благодарность другим участникам сообщества.
С вашими комментариями этот пост мог бы стать ещё лучше 💗
Зарегистрироваться Войти© 2022 - 2026 InvestSteel, Inc. Все права защищены.