Siemens Sinumerik 828D: программирование и циклы для ЧПУ-станков
-
Siemens Sinumerik 828D — это стойка ЧПУ для фрезерных и токарных станков. Она упрощает программирование сложных деталей и повышает точность обработки. В этой статье разберем основы программирования и циклы, чтобы вы могли быстро настроить станок.
Знание этих тем помогает сократить время на написание программ и избежать ошибок. Вы научитесь работать с подпрограммами, циклами и переменными. Это решит проблемы с повторяющимися операциями и сложной логикой.
Основы программирования на Sinumerik 828D
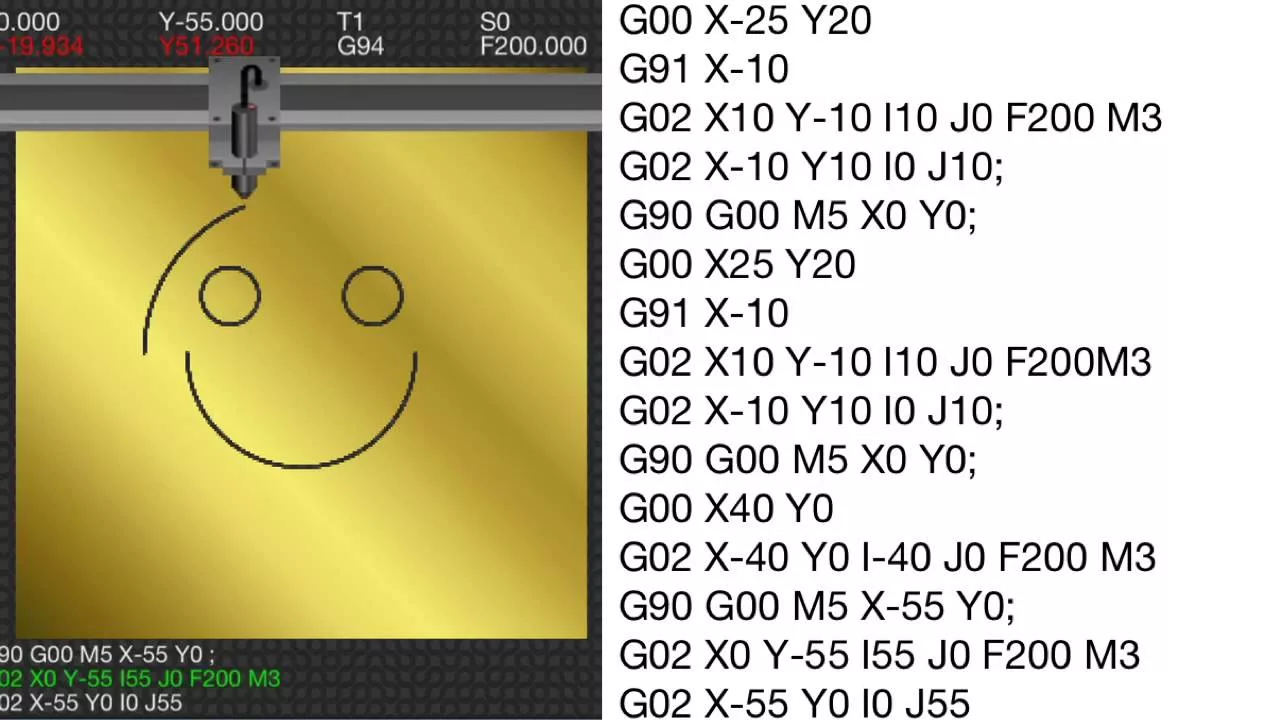
Программирование на Sinumerik 828D строится вокруг языка ShopMill или ShopTurn для базовых операций и ISO-кода для продвинутых задач. Эти языки позволяют описывать траектории инструмента, скорости и подачи простыми командами. Например, для фрезерования пластины с множеством отверстий вместо копипаста блоков кода используется одна подпрограмма, вызываемая с разными координатами.
Суть в том, чтобы разбить программу на главную часть и подпрограммы. Главная программа задает последовательность, а подпрограмма выполняет повторяющуюся операцию, как фрезеровка канавки или сверление. Это экономит время и снижает риск ошибок. Логично перейти к ключевым элементам: переменным и структурам управления, которые делают код гибким.
- Переменные пользователя (R-параметры): Хранят координаты, скорости подачи. Пример: R1=10 задает глубину, потом вызывается в цикле.
- Управляющие структуры: IF-ELSE, WHILE, FOR для ветвлений и циклов. Полезно для условной обработки в зависимости от толщины заготовки.
- Косвенное программирование: Позволяет обращаться к переменным динамически, типа TOOL[R5] для смены инструмента по номеру.
Элемент Описание Пример использования R-параметры Предопределенные переменные R10=X100; для смещения по X Локальные переменные Временные в подпрограмме LOC1=5; глубина прохода Системные переменные Чтение/запись статуса станка $P_TOOLNO — номер инструмента Важно: всегда проверяйте реферинг перед запуском, чтобы избежать столкновений.
Работа с подпрограммами и TRANS
Подпрограммы — основа эффективного программирования на 828D. Они позволяют обработать множество одинаковых позиций без дублирования кода. Например, фрезеровка двух окружностей на разных участках плиты: пишете код один раз, вызываете с новыми координатами через TRANS.
Команда TRANS перемещает систему координат, сохраняя ориентацию инструмента. В главной программе указываете TRANS X50 Y30, выполняете подпрограмму, потом снова TRANS для следующей позиции. Без этого станок не вернется в главную программу — просто зависнет. В конце подпрограммы ставьте M30 или RET для возврата. Это удобно для серийного производства, где позиции меняются параметрами.
- Создание подпрограммы: Начинайте с шапки (заготовка, инструмент), описывайте одну операцию, заканчивайте RET.
- Вызов из главной: CALL P10 или LBL с номером, плюс TRANS перед и после.
- Пропуск позиций: Используйте точки (.) перед CALL, чтобы станок их игнорировал.
Ситуация Команда в главной В подпрограмме Первая позиция TRANS X0 Y0; CALL P1 … RET Вторая с пропуском . TRANS X100 Y0; CALL P1 … M30 Возврат TRANS X0 Y0 после цикла Обязателен RET или M17 Нюанс: после подпрограммы всегда проверяйте координаты — TRANS кумулятивный.
Циклы обработки: от базовых до сложных
Циклы в Sinumerik 828D автоматизируют повторяющиеся операции вроде сверления, расточки или нарезки. Базовые циклы вызываются одной командой с параметрами, например CYCLE832 для контурной фрезеровки. Они берут глубину, подачу и траекторию из R-параметров, упрощая код.
Для токарки подойдут CYCLE95 (резьба), для фрезеровки — CYCLE832 (карман). Аргумент: вместо 20 строк ручного кода цикл запишете в 5. Логично перейти к примерам и настройкам, чтобы увидеть, как интегрировать с подпрограммами.
- Сверление (CYCLE81): Укажите начальную точку, глубину, подачу. Пример: CYCLE81(50, 5, 2) — дырка глубиной 5 мм.
- Фрезеровка канавки (CYCLE832): Радиус, количество проходов, зачистка. Идеально с TRANS для массива канавок.
- Расточка (CYCLE95): Для внутренних контуров с автоматическим отводом.
Цикл Тип станка Ключевые параметры CYCLE81 Фрезер/Токарный G331=начало; Q200=глубина; Q210=подача CYCLE832 Фрезерный Q200=R; Q206=проходы; Q220=финиш CYCLE95 Токарный Q241=диаметр; Q242=шаг резьбы Совет: используйте Q-параметры для тонкой настройки, но начните с дефолтных.
Гибкие возможности: макросы и переменные в практике
Макросы и переменные расширяют циклы, делая программы адаптивными. Техника макросов позволяет подставлять блоки кода по условию, а переменные — менять параметры на лету. Пример: цикл WHILE R1>0 с уменьшением R1 внутри для послойной обработки.
Это решает задачу обработки деталей разной толщины — один код для всех. Подводя к списку, отметим: тригонометрия, логические операции и строки упрощают расчеты траекторий.
- Тригонометрические функции: SIN, COS для расчетов углов в R-параметрах.
- Логические операции: AND, OR в IF для выбора инструмента.
- Строки и команды HMI: Вывод сообщений оператору через MSG.
Функция Синтаксис Пример SIN SIN(R1) R2=SIN(90)=1 для поворота IF-THEN IF R1>10 GOTO L1 Переход по условию толщины WHILE WHILE R1 DO … ENDWHILE Послойная подача Особенность: системные переменные вроде $P_ACTTOOLNO читаются только для чтения в базовой версии.
Что скрывают продвинутые циклы 828D
В Sinumerik 828D есть циклы для измерений и компенсаций, которые автоматизируют настройку. Автоматическое измерение инструмента и нулевой точки упрощает реферинг, но требует точных датчиков. Остается за кадром глубокая интеграция с Sinamics S120 для динамики шпинделя.
Подумайте над комбинацией циклов с подпрограммами для многоосевой обработки — это следующий уровень. Также стоит изучить ShopMill для графического программирования на панели.
-
 K kirilljsx переместил эту тему из Новости в
K kirilljsx переместил эту тему из Новости в
-
Это сообщение удалено!
-
Добрый день!
В рабочей подпрограмме станка нужно проверить состояние дискретного входа. В отладчике он прописан как i10.5 (db9000.dbx17.2) Inp.Hor_In_Sk_Ls.
Подскажите как к нему обратиться в операторе IF()?
-
Добрый день!
В рабочей подпрограмме станка нужно проверить состояние дискретного входа. В отладчике он прописан как i10.5 (db9000.dbx17.2) Inp.Hor_In_Sk_Ls.
Подскажите как к нему обратиться в операторе IF()?
@ktotamby Доброго дня!
Для проверки состояния дискретного входа i10.5 в условии
IF()на стойке Sinumerik 828D синтаксис должен быть следующим:IF $A_IN[10] == 1 GOTOF ... ; проверка наличия сигнала (единицы) IF $A_IN[10] == 0 GOTOF ... ; проверка отсутствия сигнала (ноля)стандартный синтаксис
IF I10.5 = 1 GOTO ..., к сожалению, не работает и вызовет синтаксическую ошибку. Вместо этого в системных переменных адрес i10.5 кодируется как быстрый вход NCK с номером 10 (запись$A_IN[10]).Перед запуском любой программы с прямым обращением к дискретным входам (например,
IF $A_IN[10] == 1 ...) обязательно тестируйте код в безопасном режиме!!! -
@ktotamby Доброго дня!
Для проверки состояния дискретного входа i10.5 в условии
IF()на стойке Sinumerik 828D синтаксис должен быть следующим:IF $A_IN[10] == 1 GOTOF ... ; проверка наличия сигнала (единицы) IF $A_IN[10] == 0 GOTOF ... ; проверка отсутствия сигнала (ноля)стандартный синтаксис
IF I10.5 = 1 GOTO ..., к сожалению, не работает и вызовет синтаксическую ошибку. Вместо этого в системных переменных адрес i10.5 кодируется как быстрый вход NCK с номером 10 (запись$A_IN[10]).Перед запуском любой программы с прямым обращением к дискретным входам (например,
IF $A_IN[10] == 1 ...) обязательно тестируйте код в безопасном режиме!!!i10.5 кодируется как быстрый вход NCK с номером 10
Подскажите, пожалуйста, как закодировать быстрый вход с номером 10?
-
i10.5 кодируется как быстрый вход NCK с номером 10
Подскажите, пожалуйста, как закодировать быстрый вход с номером 10?
@ktotamby Для кодирования быстрого входа №10 в управляющей программе используйте системную переменную
$A_IN[10].Пример проверки сигнала:
IF $A_IN[10] == 1 GOTOF ...- сигнал есть.IF $A_IN[10] == 0 GOTOF ...- сигнала нет.
-
Это сообщение удалено!
-
Есть входы i10.1 - i10.6 к ним же должен быть доступ по уникальному имени, где-то можно проверить какому входу присвоено имя?
Здравствуйте! Похоже, вас заинтересовал этот пост, но у вас ещё нет аккаунта.
Надоело каждый раз пролистывать одни и те же посты? Зарегистрировав аккаунт, вы всегда будете возвращаться на ту же страницу, где были раньше, и сможете выбирать, получать ли уведомления о новых ответах (по электронной почте или в виде push-уведомлений). Вы также сможете сохранять закладки и ставить лайки постам, чтобы выразить свою благодарность другим участникам сообщества.
С вашими комментариями этот пост мог бы стать ещё лучше 💗
Зарегистрироваться Войти

© 2022 - 2026 InvestSteel, Inc. Все права защищены.