Mach3/Mach4: программирование и наладка ЧПУ станков для новичков
-
Mach3 и Mach4 — популярные программы для управления ЧПУ-станками. Они генерируют импульсы для двигателей, обрабатывают G-код и позволяют точно позиционировать инструмент. Эта статья разберёт установку, настройку и программирование, чтобы ваш станок работал без сбоев.
Вы узнаете, как избежать типичных ошибок вроде пропусков шагов или неточного позиционирования. Полезно для фрезерных, токарных станков и плазморезов. Всё объясню шаг за шагом, с примерами и таблицами для ясности.
Установка и начальная конфигурация Mach3/Mach4
Установка Mach3 требует ПК с Windows XP или 7 32-bit. Скачиваете программу, соглашаетесь с лицензией и загружаете XML-профиль под ваш станок. Для Mach4 процесс похож, но добавляется поддержка сенсорного интерфейса и Lua-скриптов. Важно выключить ПК и станок перед подключением плат приводов к параллельному порту.
Mach3 генерирует сигналы step/dir для шаговиков или серво. Подключаете платы к порту, заходите в Config > Motor Outputs. Для 4-осевого станка задаёте A-axis на пины 8/9. Если направление неверное, ставите галочку Dir LowActive. Это базовая настройка, без неё станок не поедет правильно.
Дальше калибруете оси. Выбираете ось, жмёте кнопку, перемещаете вручную на 10 мм — программа считает шаги на мм. Повторяете на 90% рабочей зоны дважды для точности. Нажимайте Reset, чтобы рамка была зелёной. Если пропуски шагов, снижайте скорость.
Вот ключевые шаги установки:
- Установите Mach3/Mach4 на совместимую ОС.
- Загрузите XML-профиль станка.
- Настройте порты и пины в Motor Outputs.
- Подключите платы приводов к LPT-порту.
- Проверьте направление осей галочками Dir LowActive.
Параметр Mach3 Mach4 ОС Windows 32-bit Windows 64-bit Интерфейс Классический Сенсорный + Lua Оси До 6 До 6 + 3D Настройка двигателей и калибровка осей
В меню Config > Motor Tuning задаёте шаги на мм, скорость (Velocity), ускорение (Acceleration). Для X/Y/Z вводите данные отдельно — если оси разные, корректируете. Длительность импульсов оставляете по умолчанию (1-2 мкс). Сохраняете настройки. Тестируйте на низкой скорости, чтобы избежать перегрева.
Пример: для фрезерного станка с шаговиками шаги/мм = 800 (при 200 шагах/об, редуктор 1:4, винт 5 мм). Velocity — 1000 мм/мин сначала, Acceleration — 50. Если скругление углов, снижайте ускорение. Для плазмореза добавляете датчики ноля и лимитов. Mach4 упрощает это 3D-отслеживанием.
Калибровка — сердце точности. После ввода данных жмёте Calibrate, двигаете ось вручную. Программа вычисляет коэффициент. Повторите дважды: на 10 мм и на полную зону. Если рамка мигает красным, сбросьте ошибки.
- Шаги/мм: Рассчитайте по формуле (шаги/об * микростепы * передатка) / шаг винта.
- Velocity: Начинайте с 30-50% максимума, повышайте gradually.
- Acceleration: 20-100, чтобы без вибраций.
- Проверьте на круге: идеал — без эллипса.
Ось Типичное ускорение Макс. скорость X/Y 50-150 5000 мм/мин Z 20-50 1000 мм/мин A (4-я) 30-80 2000 град/мин Программирование G-кода и макросы
G-код — команды вроде G00 (быстрый ход), G01 (линейка), M03 (шпиндель вкл). Создаёте в CAD/CAM типа Fusion 360 или ArtCAM, сохраняете .nc. В Mach3 загружаете в Tab Toolpath, жмёте Cycle Start. Программа читает построчно, посылая импульсы.
Mach4 добавляет Lua-скрипты для макросов — например, автоинструмент или циклы. Макросы M3/M4/M5 управляют шпинделем: M3 S10000 (вкл по часовой, 10000 об/мин). Настраиваете в Config > VB Script. Для резьбы следите за углом шпинделя. Тестируйте на воздухе без фрезы.
Пример простого G-кода для квадрата:
G90 G21 ; Абсолют, мм G00 X0 Y0 Z5 ; Быстрый ход M03 S12000 ; Шпиндель G01 Z-2 F100 ; Погружение G01 X50 Y0 F500 G01 X50 Y50 G01 X0 Y50 G01 X0 Y0 M05 ; Шпиндель выкл G00 Z10 M30 ; КонецЗагружайте, проверяйте в Dry Run.
- G00/G01: Быстрый/рабочий ход — ключ к скорости.
- M03/M05: Вкл/выкл шпинделя с PWM для скорости.
- F: Подавка — 100-1000 мм/мин по материалу.
- Макросы: Используйте для повторов, как TLO (Tool Length Offset).
Шпиндель, охлаждение и отладка ошибок
Mach3 управляет шпинделем: вращает, меняет направление, скорость в об/мин. Добавляете M07/M08 для охлаждения (тумблер/поток). В Config > Spindle Pwm задаёте пины. Для серво — энкодеры на обратную связь. Отладка: если пропуски, снижайте Velocity или проверяйте питание.
Типичные проблемы: нет движения — пины не Enabled. Дрожь — Acceleration высокое. Неточность — калибровка сбилась. Используйте Diagnostics Tab для логов. Для Mach4 — встроенный симулятор. Всегда Dry Run перед резкой.
Таблица ошибок:
Симптом Причина Решение Пропуски шагов Высокая скорость Снизить Velocity Неправильное направление Dir LowActive Поставить галочку Рамка красная Ошибка лимита Проверить датчики Скругление углов Слишком быстрое ускорение Уменьшить Accel Тонкости, которые меняют всё в работе
Всё базовое мы разобрали, но есть нюансы вроде PCI-LPT плат или USB-контроллеров — меняйте адрес порта в настройках (0xCE00 вместо 0x378). Для точной геометрии снижайте скорости на 20-30% от максимума. Mach4 лучше для сложных задач с скриптами, но Mach3 проще для старта.
Осталось поэкспериментировать с профилями под конкретный станок и изучить VB-скрипты глубже. Подумать стоит над переходом на Ethernet-контроллеры — они стабильнее LPT. Это повысит надёжность на производстве.
Здравствуйте! Похоже, вас заинтересовал этот пост, но у вас ещё нет аккаунта.
Надоело каждый раз пролистывать одни и те же посты? Зарегистрировав аккаунт, вы всегда будете возвращаться на ту же страницу, где были раньше, и сможете выбирать, получать ли уведомления о новых ответах (по электронной почте или в виде push-уведомлений). Вы также сможете сохранять закладки и ставить лайки постам, чтобы выразить свою благодарность другим участникам сообщества.
С вашими комментариями этот пост мог бы стать ещё лучше 💗
Зарегистрироваться Войти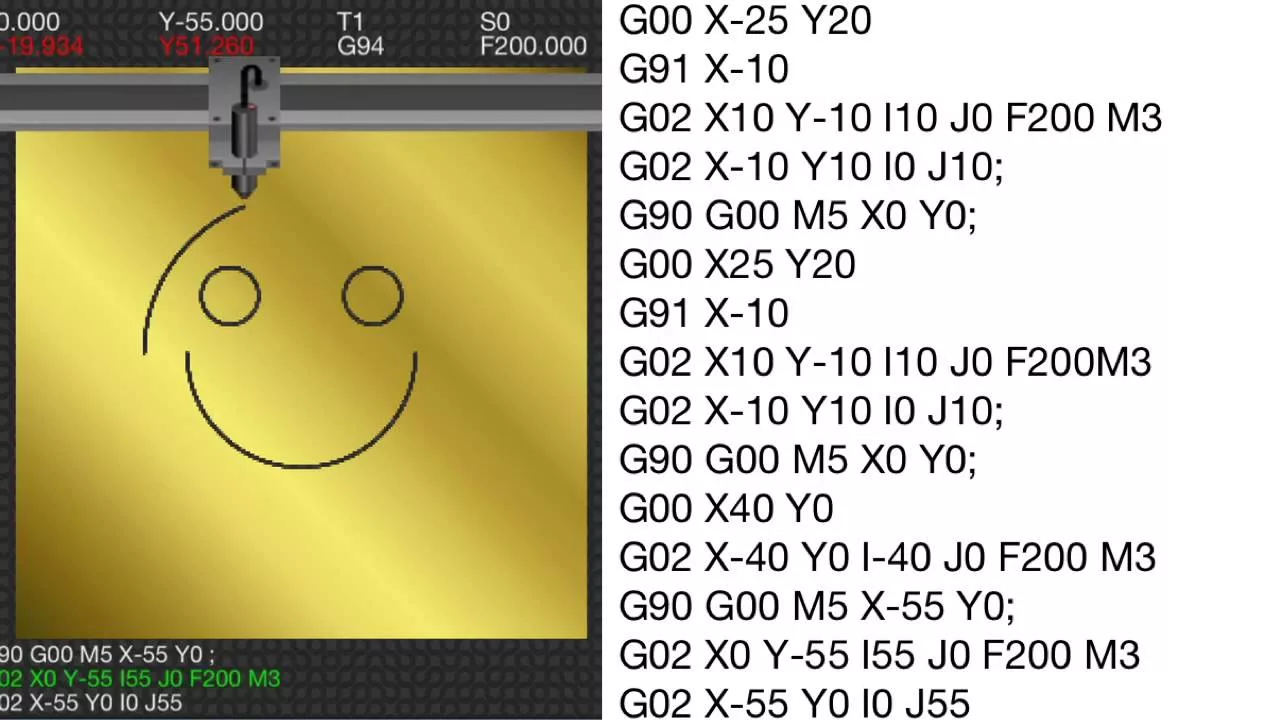
© 2022 - 2026 InvestSteel, Inc. Все права защищены.