Можно ли воссоздать 3D-модель из G-кода? Спойлер: Да, но не всегда просто 🔄
-
Недавно мой знакомый спросил меня: «А можно ли из G-кода воссоздать модель?» Вопрос заставил задуматься. Давайте разберемся вместе!
G-код — это «навигатор» для станков ЧПУ. Он содержит команды вида:
G01 X10 Y20 Z-5 F100 (линейное перемещение) G02 X30 Y30 I5 J0 (круговая интерполяция)Но! В нем нет самой 3D-модели — только траектория движения инструмента.
Как из G-кода получить модель?
Да, можно! Но с нюансами:
Траектория = форма:
- Если G-код описывает контур обработки (например, вырезание детали), то по координатам можно восстановить геометрию.
Инструменты-помощники:
- CAM-программы (Fusion 360, SolidCAM) импортируют G-код и визуализируют траекторию.
- Скрипты на Python (библиотеки
matplotlib,numpy) строят 2D/3D-графики по координатам. - Онлайн-парсеры (например, NC Viewer ) мгновенно показывают путь инструмента.
Пример: воссоздаем модель из G-кода
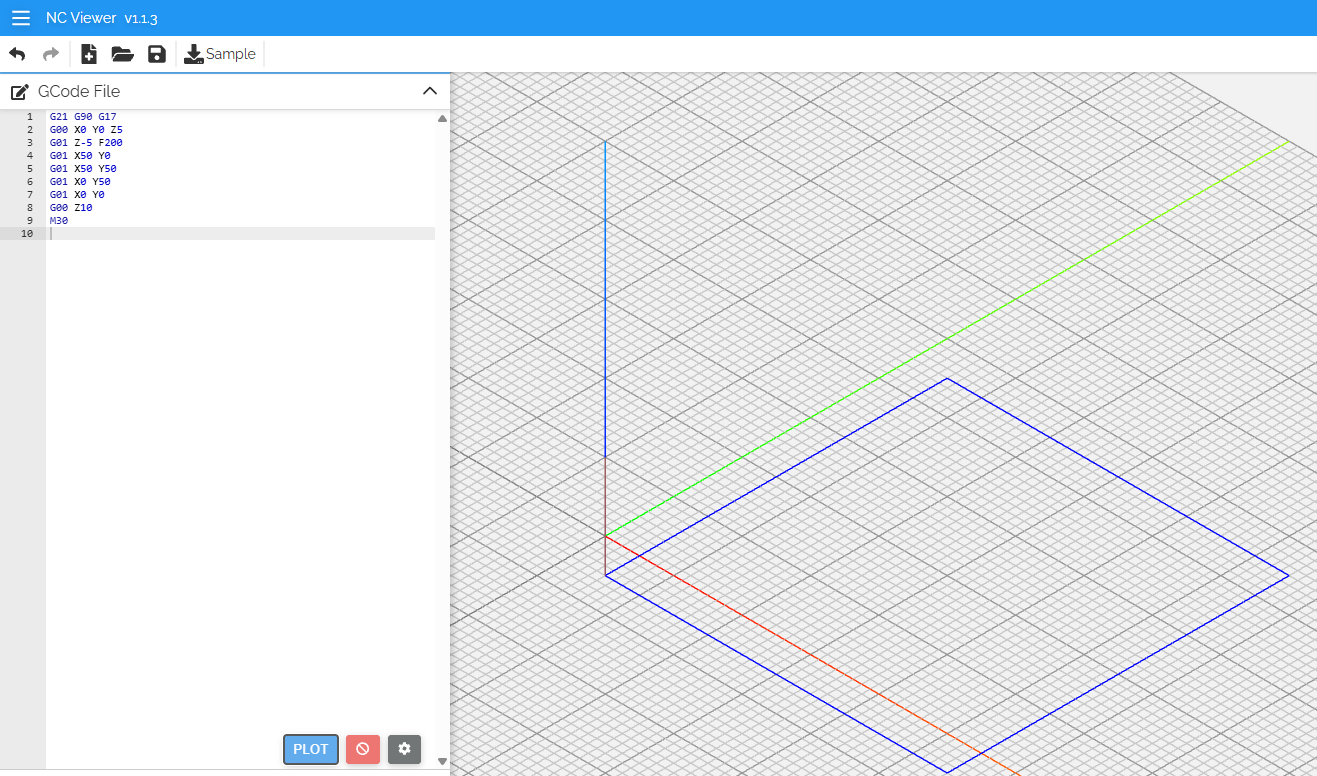
Исходный код (фрезеровка квадрата):
G21 G90 G17 G00 X0 Y0 Z5 G01 Z-5 F200 G01 X50 Y0 G01 X50 Y50 G01 X0 Y50 G01 X0 Y0 G00 Z10 M30Что делаем:
- Загружаем код в NC Viewer → видим квадрат 50×50 мм.
- Экспортируем координаты в Excel → строим график.
- Импортируем в CAD-программу → получаем 2D-чертеж.
Когда это работает?
 Полный G-код:
Полный G-код:- Все перемещения (G00, G01, G02/G03) записаны.
- Есть информация о глубине (Z) и подаче.
 Когда не сработает:
Когда не сработает:- Код использует макросы (переменные #1, #2) без исходных данных.
- Отсутствуют команды G02/G03 для криволинейных участков.
- Модель требует 3D-формы , а код описывает только 2D-контур.
Ограничения
 ️ Нет данных о сырье:
️ Нет данных о сырье:- G-код не знает, от какой заготовки вы отрезали деталь.
️ Сложные поверхности:- Кривые Безье или NURBS восстановить почти невозможно.
Ну вот как-то так, в общем воссоздать модель можно, но со своими нюансами. Сейчас конечно в эпоху техно прорыва уже многое что делается через интерфейсы, но старый добрый
g-codeбудет жить, так как любой интерфейс или модель преобразуется в код и передается станку.А вы пробовали восстанавливать модели из G-кода?
Здравствуйте! Похоже, вас заинтересовал этот пост, но у вас ещё нет аккаунта.
Надоело каждый раз пролистывать одни и те же посты? Зарегистрировав аккаунт, вы всегда будете возвращаться на ту же страницу, где были раньше, и сможете выбирать, получать ли уведомления о новых ответах (по электронной почте или в виде push-уведомлений). Вы также сможете сохранять закладки и ставить лайки постам, чтобы выразить свою благодарность другим участникам сообщества.
С вашими комментариями этот пост мог бы стать ещё лучше 💗
Зарегистрироваться Войти
© 2022 - 2026 InvestSteel, Inc. Все права защищены.