Фрезерные циклы Fanuc
-
Фрезерные циклы Fanuc, рассмотрим какие команды используются для автоматизации обработки, а также приведу примеры программ. Покажу, как ускорить производство, минимизировать ошибки и повысить точность работы на ваших станках с ЧПУ.
Коротко объясню, что такое фрезерные циклы Fanuc - это предварительно запрограммированные последовательности команд, упрощающие повторяющиеся операции, такие как сверление, фрезерование или растачивание. Они экономят время технолога программиста и снижают риск человеческих ошибок.
Ключевые G-коды для фрезерных циклов:
G81— простое сверление.G83— сверление с периодическим выводом сверла для отвода стружки.G73— высокоскоростное сверление с микроподъемом.G82— сверление с задержкой в нижней точке.
Популярные фрезерные циклы Fanuc
Давайте рассмотрим три наиболее востребованных цикла, которые часто применяются в обработке металла на станках с ЧПУ.
1. Цикл G81 (Простое сверление)
Используется для создания отверстий без сложных траекторий.G90 G81 X10 Y20 Z-5 R2 F100X10 Y20— координаты центра отверстия.Z-5— глубина сверления.R2— безопасная высота подвода.
2. Цикл G83 (Глубокое сверление)
Идеален для глубоких отверстий, где требуется отвод стружки.G98 G83 X15 Y25 Z-20 Q3 R1 F80Q3— приращение глубины за один проход.G98— возврат на начальную позицию после цикла.
3. Цикл G73 (Высокоскоростное сверление)
Позволяет работать с хрупкими материалами, уменьшая нагрузку на инструмент.G91 G73 X0 Y0 Z-15 Q2 R3 F150G91— относительные координаты.
Как правильно настроить фрезерные циклы?
Перед запуском программы убедитесь, что:
- Инструмент откалиброван и соответствует заданным параметрам.
- Безопасная высота ( R ) не конфликтует с креплениями детали.
- Скорость подачи (F) и обороты шпинделя (S) подходят для материала.
Важно! Всегда выполняйте тестовый прогон в режиме “Simulation”, или DRY RUN , чтобы избежать столкновений.
Помните правильное их использование позволяет сократить время производства и повысить качество деталей. Начните с базовых команд, таких как
G81иG83, а затем переходите к более сложным макросам. Практикуйтесь на тестовых проектах и всегда проверяйте настройки перед запуском!А вообще, если коротко говорить для чего все это нужно — сокращение машинного времени. Одна программа может изготавливать деталь за 20 минут, а другая — за 5. Важно не только написать работающую программу, но и грамотно спроектированную.
Кстати на нашем форуме я написал бесплатный и подробный курс по программированию ЧПУ для систем FANUC и Sinumerik, включающий разбор синтаксиса, примеры кода и практические рекомендации. Курс полностью бесплатный! Для доступа к материалам требуется регистрация на форуме.
Не забудьте подписаться на наш канал в телеграме
 :
:
Здравствуйте! Похоже, вас заинтересовал этот пост, но у вас ещё нет аккаунта.
Надоело каждый раз пролистывать одни и те же посты? Зарегистрировав аккаунт, вы всегда будете возвращаться на ту же страницу, где были раньше, и сможете выбирать, получать ли уведомления о новых ответах (по электронной почте или в виде push-уведомлений). Вы также сможете сохранять закладки и ставить лайки постам, чтобы выразить свою благодарность другим участникам сообщества.
С вашими комментариями этот пост мог бы стать ещё лучше 💗
Зарегистрироваться Войти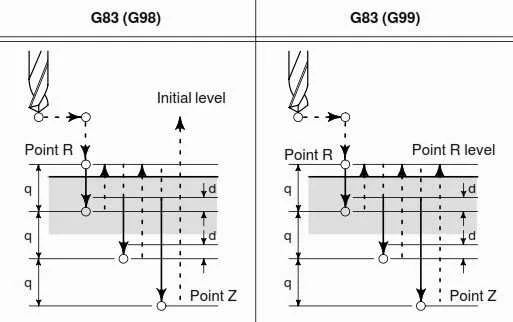
© 2022 - 2026 InvestSteel, Inc. Все права защищены.