G2 G3 Fanuc: Программирование дуговой интерполяции на станках с ЧПУ
-
Разбираем команды
G2G3Fanuc: как использовать для создания дуг, примеры кода, сравнение сG02/G03, технические нюансы и советы по точной обработке сложных контуров на токарных и фрезерных станках.Что такое G2 и G3 в Fanuc?
Ну начнем естественно с малого и разберем что такое команды G2 G3 Fanuc. Используются они для циркулярной интерполяции — создания дуг на токарных и фрезерных станках с ЧПУ.
- G2 — дуга по часовой стрелке.
- G3 — дуга против часовой стрелки.
Эти команды позволяют обрабатывать радиусные участки, конусы, спирали и другие сложные формы. Они часто применяются в производстве деталей с плавными переходами, таких как валы, шестерни, корпуса и лопатки турбин.
Как работают G2 и G3: параметры и примеры кода
Для программирования дуги нужно указать:
- Конечные координаты (X, Z);
- Радиус дуги (R) или координаты центра (I, J, K);
- Направление (G2 или G3).
1. Простой пример с радиусом ( R )
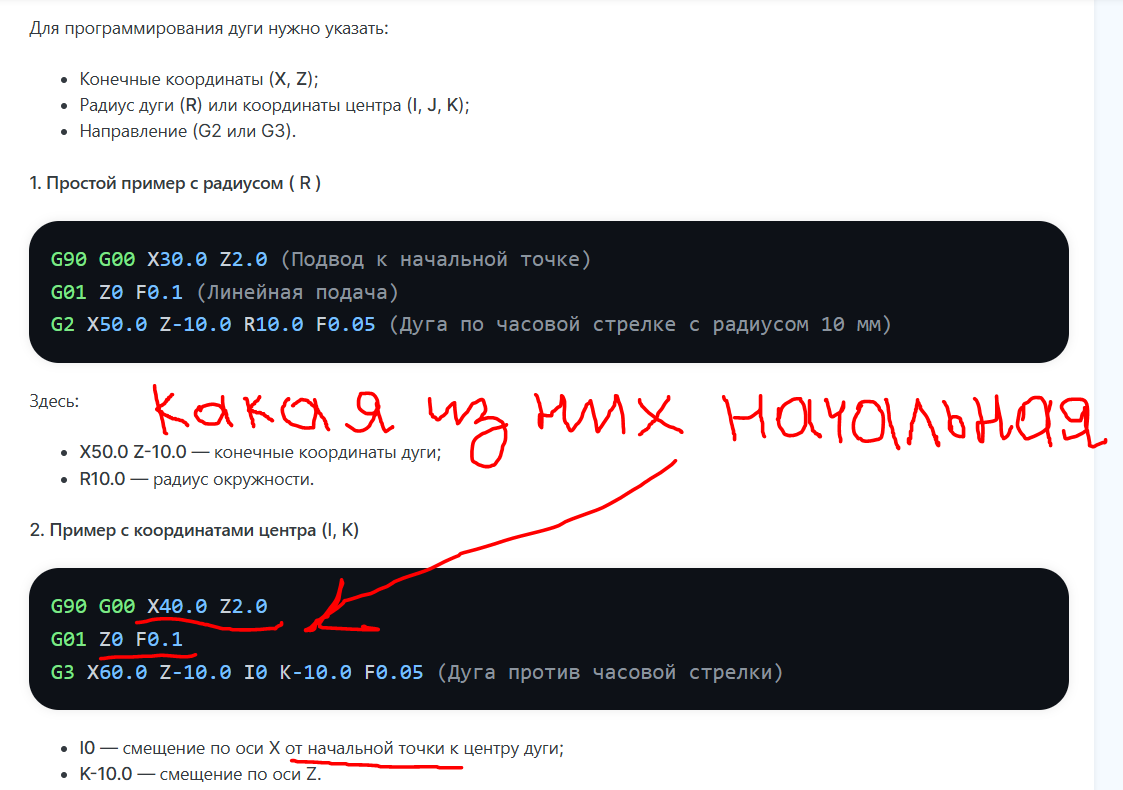
G90 G00 X30.0 Z2.0 (Подвод к начальной точке) G01 Z0 F0.1 (Линейная подача) G2 X50.0 Z-10.0 R10.0 F0.05 (Дуга по часовой стрелке с радиусом 10 мм)Здесь:
- X50.0 Z-10.0 — конечные координаты дуги;
- R10.0 — радиус окружности.
2. Пример с координатами центра (I, K)
G90 G00 X40.0 Z2.0 G01 Z0 F0.1 G3 X60.0 Z-10.0 I0 K-10.0 F0.05 (Дуга против часовой стрелки)- I0 — смещение по оси X от начальной точки к центру дуги;
- K-10.0 — смещение по оси Z.
Примечание: Для фрезерных станков используется I, J (плоскость XY), а для токарных — I, K (плоскость XZ).
Сравнение G2/G3 с G02/G03 в других системах
Параметр Fanuc (G2/G3) Siemens (G02/G03) Mazak (G2/G3) Направление G2 — по часовой, G3 — против G02 — по часовой, G03 — против G2/G3 аналогично Fanuc Режимы Поддерживает G90 (абсолютные координаты) и G91 (относительные) То же самое То же самое Радиус 
Указывается напрямую То же То же Важно: В некоторых системах (например, Heidenhain) используются другие обозначения, но логика программирования схожа.
Типичные ошибки и как их избежать
-
Неправильный радиус ( R ) :
- Убедитесь, что значение R соответствует геометрии дуги.
- Пример: Для полуокружности R должен быть равен половине диаметра.
-
Направление вращения:
- Проверьте, что G2/G3 соответствует нужному направлению.
- Совет: Используйте визуализацию в CAM-программах для контроля.
-
Отсутствие коррекции инструмента:
- Активируйте компенсацию радиуса инструмента командами G41/G42.
-
Несинхронизированная подача:
- Убедитесь, что скорость подачи (F) соответствует возможностям станка.
Продвинутые примеры кода
1. Создание спирали (фрезерование)
G90 G00 X0 Y0 Z2.0 G01 Z-1.0 F100 G3 X10.0 Y0 I5.0 J0 Z-2.0 F50 (Спираль с шагом -1 мм по оси Z)2. Комбинация дуг и линий (токарный станок)
G90 G00 X20.0 Z2.0 G01 Z0 F0.1 G3 X30.0 Z-5.0 R5.0 (Полуокружность против часовой стрелки) G1 Z-20.0 (Прямой участок) G2 X40.0 Z-30.0 R10.0 (Дуга по часовой стрелке)
Советы по настройке станка
-
Проверьте плоскость обработки:
- Для токарных станков — G18 (плоскость XZ);
- Для фрезерных — G17 (плоскость XY).
-
Используйте относительный режим (G91) для повторяющихся участков:
G91 G3 Z-5.0 I0 K-5.0 (Повторяющаяся дуга)- Тестируйте код на черновом материале:
- Перед запуском проверьте траекторию с помощью функции «Одиночный кадр» (Single Block).
Команды G2 G3 Fanuc — основа для обработки сложных контуров. Они позволяют создавать плавные радиусы, конусы и спирали с высокой точностью. Главное — правильно рассчитать параметры дуги, учесть направление вращения и проверить код перед запуском.
-
-
В представленном примере начальная точка дуги — это точка, в которой начинается движение по дуге
В коде:- Начальная точка дуги:
X40.0 Z0(послеG01 Z0). - Конечная точка дуги:
X60.0 Z-10.0.
Первая строчка кода - это быстрое позиционирование инструмента в точку с координатами (
X=40.0,Z=2.0). Это место, куда инструмент перемещается без резки, чтобы подготовиться к началу резки.Далее команда
G01 Z0 F0.1— инструмент перемещается линейно с режущей подачей к координатеZ=0(X остаётся 40.0, так как не изменяется).И непосредственно после этого начинается дуга с начальной точки по координатам (
X40.0,Z0), от которой берутся смещенияIиK. - Начальная точка дуги:
-
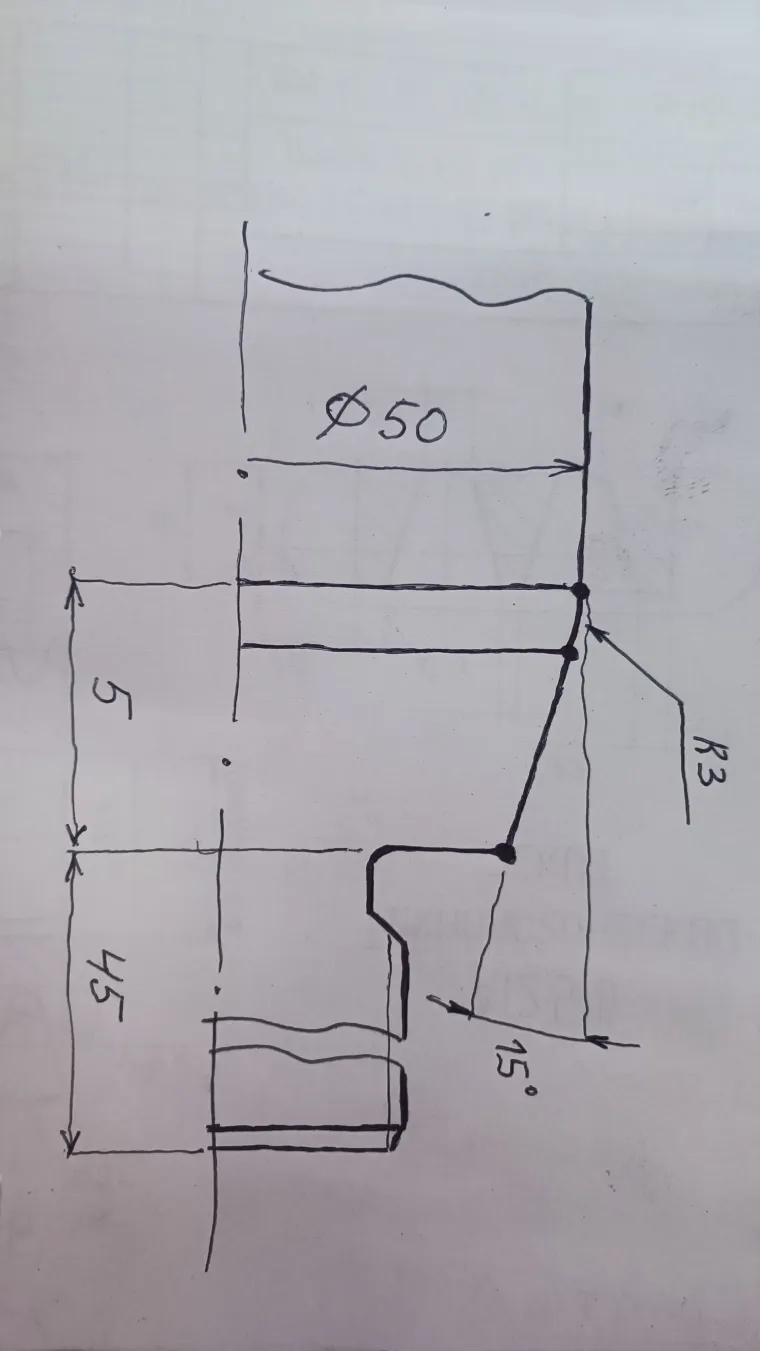
Кирилл,у меня такой вопрос.Режу штанги направляющие,они проходят через фторопластовые втулки,конус 15 градусов для легкого входа во втулки,захотелось нам свести конус в легкий радиус.Я понимаю как задать круговые интерполяции как в ваших примерах.Но вот подобная вещь никак не выходит,я как понимаю это часть дуги.Смысл наложения радиуса 3мм,сбить острую часть после сведения конуса.Я как понимаю коррдинаты дуги все-таки вручную не прописать,нашли точки через компас,но стойка постоянно жалуется,то конечных координат угла нет,то еще какие-то ошибки.Я немного по форумам порылся ,пишут,что возможно из коррекции G42 не может он наложить эту дугу.В общем,там координаты мизерные по значениям.Я помню ,что на NC210 нам удалось после долгих боданий выполнить сопряжение.Можно было бы притереть ,притупить слесарно ту кромочку,но штанга хромированная и напильником не особо разбежишься,да и как-то на новых станках не хочется заниматься таким)))
-
Чертеж от руки,для понимания.Вообще я уже не помню толком,вроде бы на NC в итоге я не R3 накладывал,а что-то типа R5-R7 для большей плавности сопряжения,но жто не суть.Суть в том ,что я не понимаю как свести в итоге сопряжение именно на фануке)))
-
Кирилл,у меня такой вопрос.Режу штанги направляющие,они проходят через фторопластовые втулки,конус 15 градусов для легкого входа во втулки,захотелось нам свести конус в легкий радиус.Я понимаю как задать круговые интерполяции как в ваших примерах.Но вот подобная вещь никак не выходит,я как понимаю это часть дуги.Смысл наложения радиуса 3мм,сбить острую часть после сведения конуса.Я как понимаю коррдинаты дуги все-таки вручную не прописать,нашли точки через компас,но стойка постоянно жалуется,то конечных координат угла нет,то еще какие-то ошибки.Я немного по форумам порылся ,пишут,что возможно из коррекции G42 не может он наложить эту дугу.В общем,там координаты мизерные по значениям.Я помню ,что на NC210 нам удалось после долгих боданий выполнить сопряжение.Можно было бы притереть ,притупить слесарно ту кромочку,но штанга хромированная и напильником не особо разбежишься,да и как-то на новых станках не хочется заниматься таким)))
@Mcauley Хм, мне кажется тебе не нужно в данном случае использовать G2/G3 и вручную вычислять координаты дуги.
Попробуй использовать команду G68 (или G69, в зависимости от твоей стойки), эти команды позволяют автоматически наложить радиус сопряжения между двумя линейными участками траектории. Это может упростить твою задачу и снизить вероятность ошибок.
-
Это сообщение удалено!
-
-
@Mcauley Возьму на заметку, благодарю

-
Это сообщение удалено!
-
 Приветствую может кто подсказать как рассчитать точку входа в радиус и рассчитать сами радиуса стойка Мазак
Приветствую может кто подсказать как рассчитать точку входа в радиус и рассчитать сами радиуса стойка Мазак

Здравствуйте! Похоже, вас заинтересовал этот пост, но у вас ещё нет аккаунта.
Надоело каждый раз пролистывать одни и те же посты? Зарегистрировав аккаунт, вы всегда будете возвращаться на ту же страницу, где были раньше, и сможете выбирать, получать ли уведомления о новых ответах (по электронной почте или в виде push-уведомлений). Вы также сможете сохранять закладки и ставить лайки постам, чтобы выразить свою благодарность другим участникам сообщества.
С вашими комментариями этот пост мог бы стать ещё лучше 💗
Зарегистрироваться Войти© 2022 - 2026 InvestSteel, Inc. Все права защищены.