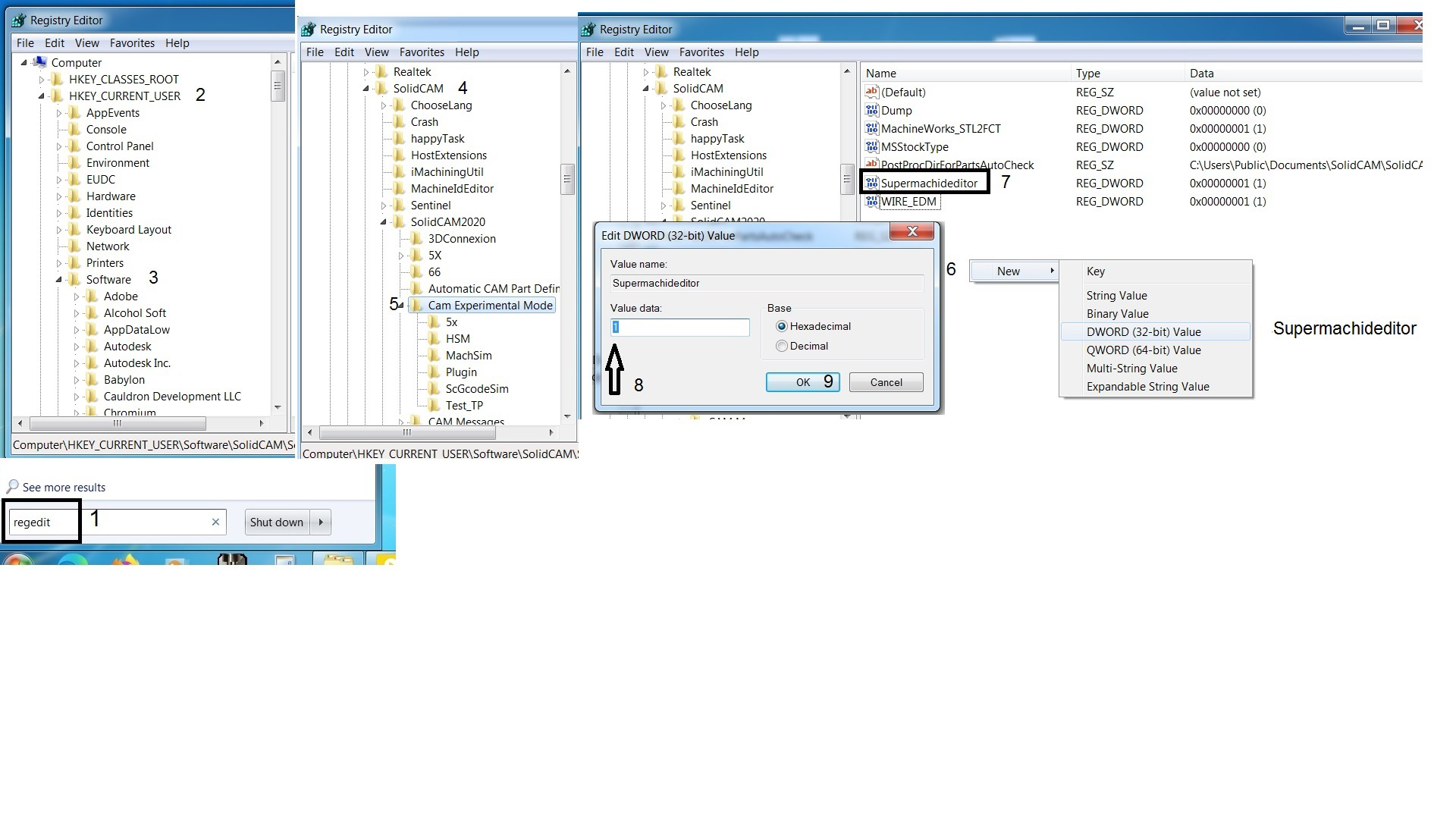
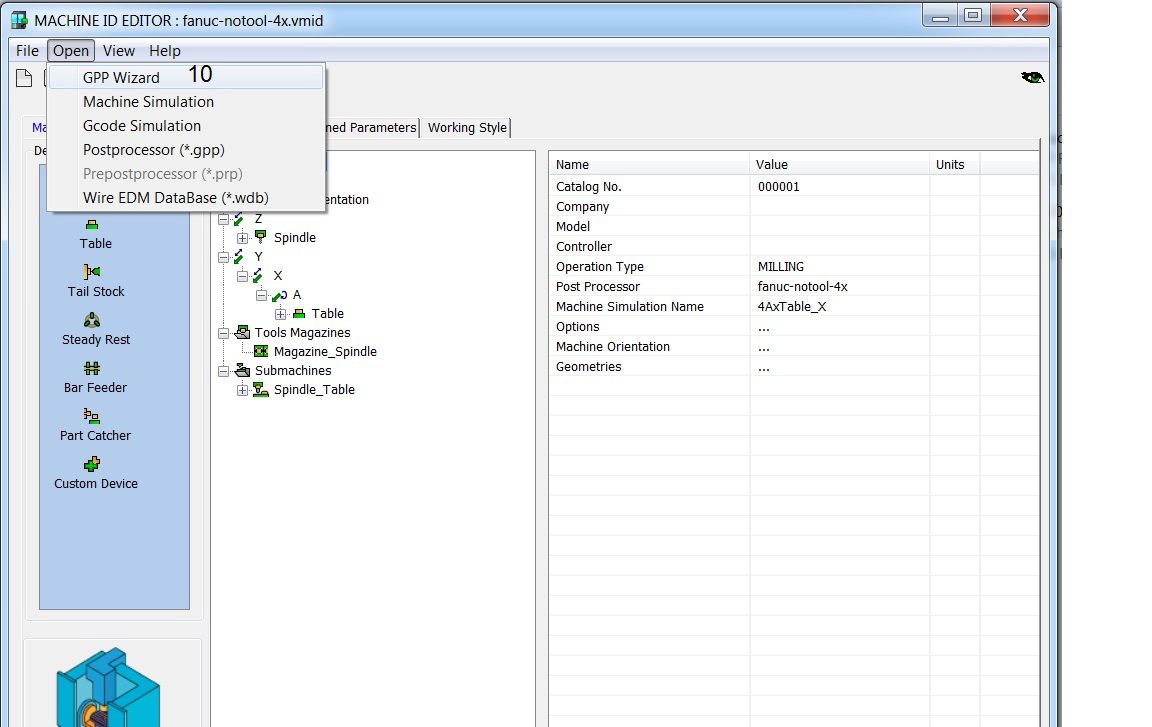
Как включить GPP Wizard
-
Наверное это один из часто задаваемых вопросов, вот небольшой гайд с инструкцией:
-
 K kirilljsx переместил эту тему из SolidCam
K kirilljsx переместил эту тему из SolidCam
Здравствуйте! Похоже, вас заинтересовал этот пост, но у вас ещё нет аккаунта.
Надоело каждый раз пролистывать одни и те же посты? Зарегистрировав аккаунт, вы всегда будете возвращаться на ту же страницу, где были раньше, и сможете выбирать, получать ли уведомления о новых ответах (по электронной почте или в виде push-уведомлений). Вы также сможете сохранять закладки и ставить лайки постам, чтобы выразить свою благодарность другим участникам сообщества.
С вашими комментариями этот пост мог бы стать ещё лучше 💗
Зарегистрироваться Войти
© 2022 - 2026 InvestSteel, Inc. Все права защищены.