Допускаются ли на обечайках риски, забоины, царапины: нормы и стандарты
-

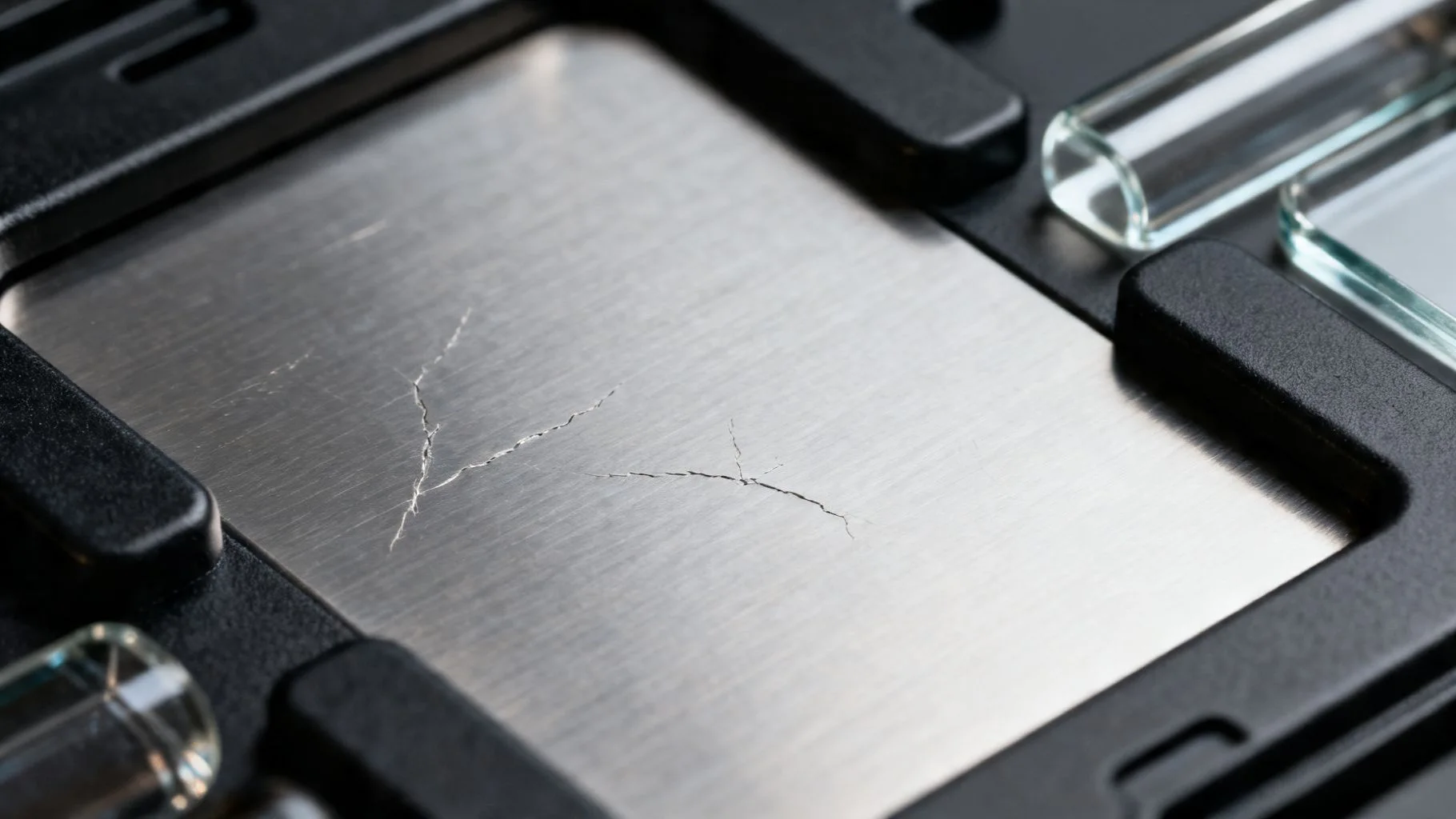
На обечайках сосудов и аппаратов часто возникают вопросы о дефектах вроде рисков, забоин и царапин. Эти повреждения могут повлиять на прочность конструкции, поэтому важно знать точные требования стандартов. Разберем, что допускается, а что нет, чтобы избежать ошибок при изготовлении и контроле.
Понимание норм помогает соблюдать безопасность и соответствовать техусловиям. Это особенно актуально для металлообработки и производства сосудов. В статье разберем ключевые стандарты, примеры дефектов и способы их оценки.
Основные требования к поверхности обечаек
Стандарты четко регулируют состояние поверхности обечаек. На центральных обечайках не допускаются риски, царапины, вмятины и другие дефекты, если они превышают требования к поставке листа. Глубина таких повреждений не должна выходить за минусовые предельные отклонения по соответствующим ГОСТам и техусловиям. После зачистки толщина стенки обязана оставаться не менее расчетной.
Например, в ОСТ 24.201.03-90 и ГОСТ Р 52630-2012 подчеркивается, что любые дефекты вроде забоин или раковин требуют оценки глубины. Если дефект мелкий и зачищается без потери толщины, его можно устранить. Но при превышении норм элемент бракуется. Это правило распространяется на обечайки, днища и другие части корпуса.
Кернение допускается только по линии реза, а на рабочих поверхностях такие следы недопустимы. В реальных случаях на производстве часто проверяют визуально и замерами, чтобы подтвердить соответствие.
Вот ключевые ограничения по дефектам:
- Риски и царапины: глубина не более минусовых отклонений по стандарту поставки листа.
- Забоины и вмятины: запрещены на центральных обечайках, если меняют геометрию.
- Раковин и задиры: зачищаются, но толщина после обработки - не менее расчетной.
Тип дефекта Допустимая глубина Действие при превышении Риски, царапины До минусовых отклонений Зачистка или брак Забоины, вмятины Не допускаются на центральных обечайках Брак элемента Раковин После зачистки - расчетная толщина Контроль толщины Особенности для разных типов сосудов
В стальных сварных сосудах требования строгие, но есть нюансы по типам аппаратов. Для сосудов высокого давления на поверхности не допускаются дефекты, превышающие нормы листа. В ПБ 03-584-03 аналогично запрещены риски и царапины, если они глубже пределов.
Пример: в горизонтальных сосудах на седловых опорах допускается местное перекрытие швов, но поверхность обечаек все равно проверяется на дефекты. Для испарителей по СТО 70238424.27.100.040-2009 зачищенные коррозионные разрушения и риски разрешены, если толщина сохранена. Это показывает, что нормы адаптированы под эксплуатацию.
Важно учитывать маркировку металла на листах для обечаек - она должна сохраняться. Относительное удлинение материала центральной обечайки - не менее 18%.
Нюанс: пробки контрольных отверстий рулонированных обечаек удаляются перед пуском, а отверстия защищают от влаги.
Перечислим дополнительные требования:
- Температура нагретых поверхностей в зоне обслуживания - не выше 45°C.
- Обечайки до 1000 мм - не более двух продольных швов.
- Отклонения диаметров отверстий - в пределах зазоров для сварки.
Элемент Требование к швам Допуск отклонений Обечайки корпуса Не более 2 продольных швов (D<1000 мм) Позиционное ±10 мм для штуцеров Кольцевые швы Контроль радиографическим методом при перекрытии Не более 0,5πDH Днища 100% проверка швов при отверстиях Вылет штуцеров ±5 мм Методы контроля и устранения дефектов
Контроль поверхности - обязательный этап изготовления. Визуальный осмотр сочетают с замерами глубины дефектов. Если риск или забоина превышает пределы, проводится зачистка шлифовкой. После этого измеряют толщину стенки - она не должна быть меньше расчетной по паспорту.
В практике для нефтегазовых и энергетических сосудов применяют ультразвуковой и радиографический контроль швов рядом с дефектами. Кернение по линии реза не считается дефектом, но на основной поверхности запрещено. Реальный случай: на отливках под обработку дефекты допускаются до 2/3 припуска.
Это обеспечивает надежность конструкции. Нормы едины для большинства стандартов, но всегда сверяйтесь с конкретным ГОСТом.
Список методов контроля:
- Визуальный осмотр: выявление рисков, царапин.
- Замеры глубины: штангенциркуль или микрометр.
- УЗК и радиография: для швов и глубоких дефектов.
Почему поверхность критична для безопасности
Поверхность обечаек напрямую влияет на срок службы сосуда. Дефекты вроде царапин могут стать очагами коррозии, особенно в химпроме или пищевой промышленности. Стандарты учитывают это, запрещая превышения по глубине.
В ОСТ 26 291-94 минимальные толщины обечаек рассчитывают с учетом коррозии - (D/1000 + 2,5) мм для углеродистых сталей. Полушаровые днища применяют при толщине обечайки не менее 40 мм с совпадением нейтральных осей.
Важно: отверстия на швах допускаются только при 100% контроле или с ограничениями по диаметру.
Ключевые ограничения по размерам:
- Смещение нейтральных осей - не более 0,5(S - S’).
- Отклонение симметричности фланцев - ±5°.
- Перекрытие швов опорами - до 0,35πDн.
Баланс норм и практики производства
Нормы по дефектам на обечайках унифицированы, но оставляют место для инженерных решений. Зачистка мелких рисков и забоин - стандартная практика, если толщина сохранена. Однако для центральных обечаек запреты строгие.
В разных отраслях акценты разные: в энергетике важна температура поверхностей, в нефтегазе - коррозионная стойкость. Стоит изучить конкретные ТУ для вашего проекта, чтобы учесть все нюансы материалов и условий эксплуатации.
Здравствуйте! Похоже, вас заинтересовал этот пост, но у вас ещё нет аккаунта.
Надоело каждый раз пролистывать одни и те же посты? Зарегистрировав аккаунт, вы всегда будете возвращаться на ту же страницу, где были раньше, и сможете выбирать, получать ли уведомления о новых ответах (по электронной почте или в виде push-уведомлений). Вы также сможете сохранять закладки и ставить лайки постам, чтобы выразить свою благодарность другим участникам сообщества.
С вашими комментариями этот пост мог бы стать ещё лучше 💗
Зарегистрироваться Войти

© 2022 - 2026 InvestSteel, Inc. Все права защищены.