Бесплатный курс: Как начать программировать станки с ЧПУ - Часть 8
Эта тема была объединена с Бесплатный курс: Как начать программировать станки с ЧПУ — первые шаги для новичков
kirilljsx
-
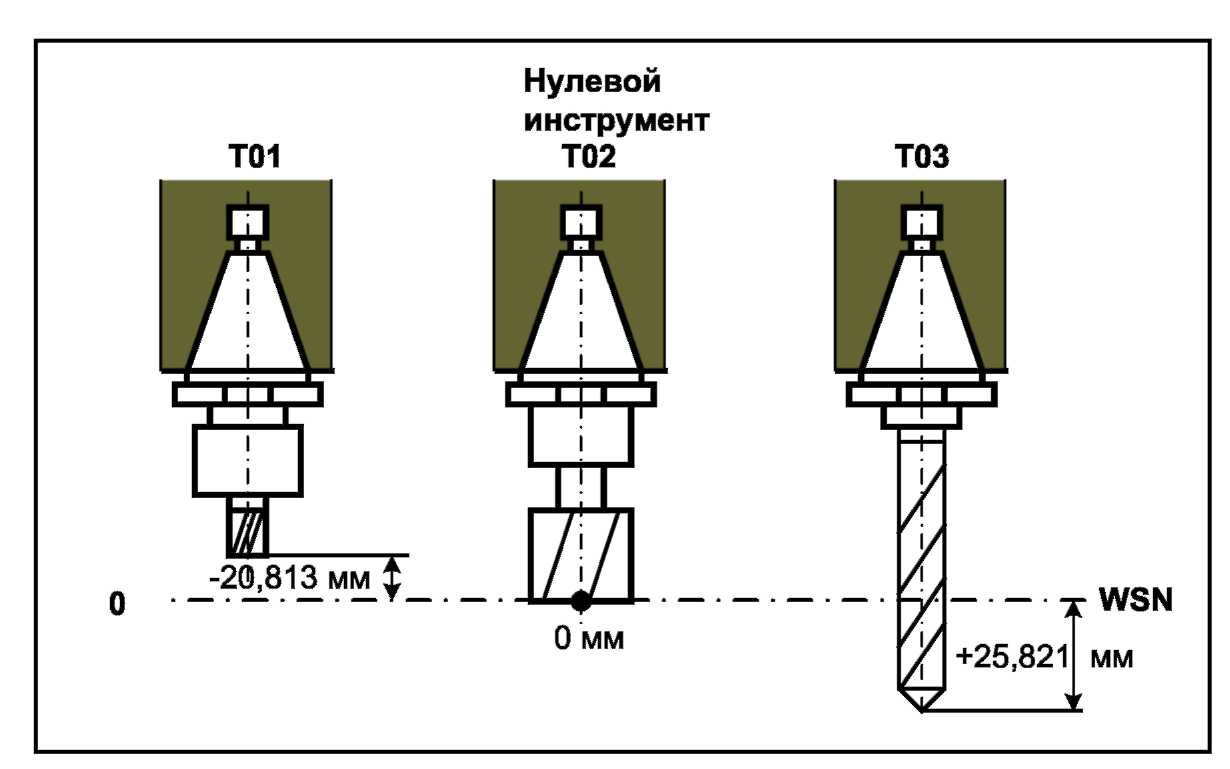
Компенсация длины инструмента (Tool Length Compensation - TLC)
Давайте рассмотрим компенсацию длины инструмента (TLC) и её роль в обработке с ЧПУ. Это одна из ключевых функций, которая значительно повышает точность и эффективность работы станка.
Цель:
TLC автоматически регулирует положение инструмента по оси Z (глубине) с учетом изменений длины инструмента.
- Разные режущие инструменты имеют разную длину.
- Без компенсации инструмент может не достичь запрограммированной глубины, что приведет к неточной обработке.

Как это работает:
Система ЧПУ хранит в своей памяти данные о длине различных инструментов (часто называемые смещениями длины инструмента).
- При выборе инструмента (с помощью команды смены инструмента) система автоматически корректирует координату Z на основе сохраненного смещения длины инструмента.
- Это гарантирует, что наконечник инструмента достигнет правильной запрограммированной глубины.
Реализация:
Компенсация длины инструмента обычно активируется с помощью команды G-кода.
- Пример для систем Fanuc:
G43 H1 Z10 - G43: Включение компенсации длины инструмента.
- H1: Номер смещения длины инструмента, который соответствует определенной длине инструмента, хранящейся в памяти.
- Z10: Целевая координата по оси Z после применения компенсации.
Преимущества:
- Точность - Обеспечивает постоянную глубину обработки независимо от длины инструмента.
- Эффективность - Устраняет необходимость ручной регулировки при каждой смене инструмента.
- Автоматизация - Оптимизирует процесс программирования и обработки, делая его более гибким и надежным.
Автоматическая коррекция радиуса инструмента (Tool Radius Compensation - TRC)
Цель:
TRC автоматически корректирует координаты X и Y траектории инструмента с учетом радиуса режущего инструмента.
- Без TRC центр инструмента будет следовать запрограммированной траектории, что приведет к неточным резам.
- Например, круг будет обработан больше, чем предполагалось, из-за того, что программа не учитывает радиус инструмента.
Как это работает:
Система использует запрограммированный радиус инструмента для смещения траектории инструмента. Это гарантирует, что режущая кромка инструмента следует по желаемой траектории.
- Смещение может быть выполнено либо слева, либо справа от запрограммированной траектории, в зависимости от выбранного направления компенсации.
Реализация:
TRC активируется и деактивируется с помощью G-кодов:
- G41: Левая компенсация (инструмент смещается влево относительно направления движения).
- G42: Правая компенсация (инструмент смещается вправо относительно направления движения).
- G40: Деактивация компенсации.
Пример для систем Fanuc:
G41 D1 X50 Y50 F200- G41: Включение левой компенсации.
- D1: Номер смещения радиуса инструмента, который соответствует определенному значению радиуса, хранящемуся в памяти.
- X50 Y50: Целевые координаты после применения компенсации.
Типы компенсации:
Компенсация слева/справа:
- Траектория инструмента смещается влево или вправо от запрограммированной траектории, в зависимости от выбранного направления компенсации.
Компенсация внутри/снаружи:
- Некоторые системы позволяют задавать внутреннюю или внешнюю компенсацию, что особенно полезно при фрезеровании внутренних углов или контуров.
Преимущества:
Точность:
- Гарантирует, что режущая кромка инструмента точно следует желаемой геометрии.
Эффективность:
- Упрощает программирование, так как программисту не нужно вручную настраивать траекторию движения инструмента с учетом радиуса.
Уменьшение количества ошибок программирования:
- Исключает возможность ошибок ручного расчета, связанных с компенсацией радиуса инструмента.
Вкратце: TLC и TRC в программировании ЧПУ
TLC (Компенсация длины инструмента) и TRC (Коррекция радиуса инструмента) — это важные функции современного программирования ЧПУ, которые значительно упрощают процесс обработки и повышают точность и эффективность операций.
- TLC автоматически корректирует положение инструмента по оси Z, учитывая его длину.
- TRC смещает траекторию инструмента по осям X и Y, учитывая его радиус для точного следования запрограммированной геометрии.
Правильное использование этих функций требует:
- Хорошего понимания их работы.
- Знания конкретных команд G-кода (например, G43 для TLC, G41/G42 для TRC).
Всегда обращайтесь к руководству по программированию вашей системы ЧПУ для уточнения деталей реализации.
Здравствуйте! Похоже, вас заинтересовал этот пост, но у вас ещё нет аккаунта.
Надоело каждый раз пролистывать одни и те же посты? Зарегистрировав аккаунт, вы всегда будете возвращаться на ту же страницу, где были раньше, и сможете выбирать, получать ли уведомления о новых ответах (по электронной почте или в виде push-уведомлений). Вы также сможете сохранять закладки и ставить лайки постам, чтобы выразить свою благодарность другим участникам сообщества.
С вашими комментариями этот пост мог бы стать ещё лучше 💗
Зарегистрироваться Войти

© 2022 - 2026 InvestSteel, Inc. Все права защищены.