Сверлим без центровки на 1К62: дерзкий подход к сверлу со сменными пластинами
-
Введение
В мире металлургии время — деньги. Постоянное стремление увеличить производительность и снизить расходы заставляет искать новые методы обработки. Сверла со сменными пластинами стали настоящим прорывом в этом направлении. Но можно ли пойти дальше и осуществить сверление без центровки на проверенном станке 1К62? Давайте разберемся, насколько это реально и какие параметры резания следует применять для сталей Ст3 и Ст45.
Исторический контекст
Токарные станки серии 1К62, выпущенные еще в середине прошлого века, до сих пор верно служат на многих предприятиях. Их надежность и универсальность сделали их незаменимыми в цехах. С появлением сверл со сменными пластинами возник вопрос: а можно ли объединить современные инструменты с проверенным оборудованием для достижения лучших результатов?
Сверление без центровки на 1К62: миф или реальность?
Возможно ли это?
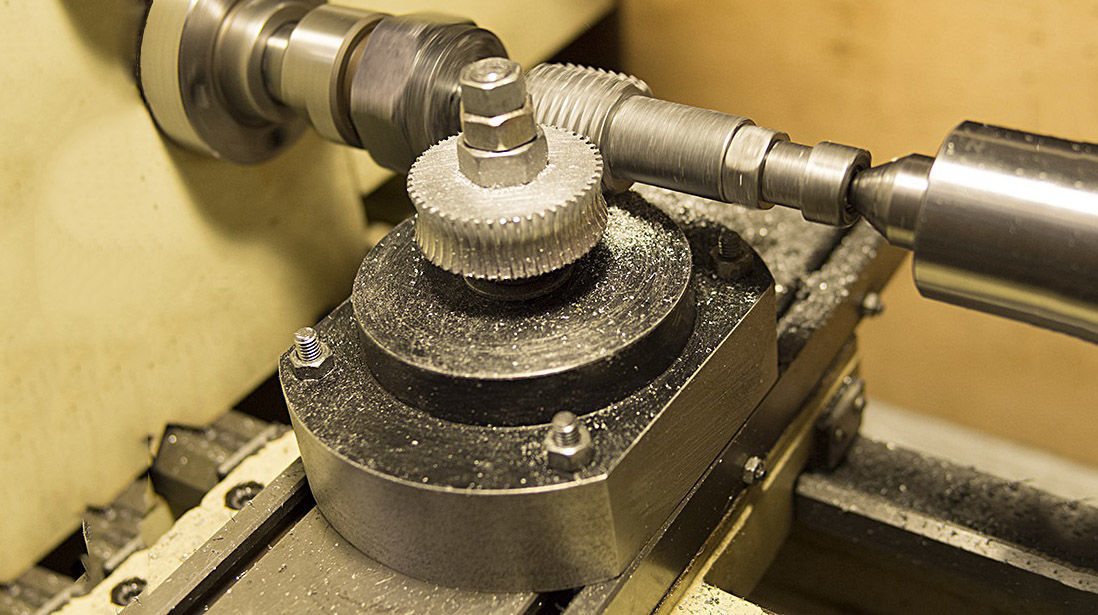
Да, реально сверлить без предварительной центровки на станке 1К62, если обеспечить надежное крепление сверла. Ключом к успеху является изготовление точной оправки для зажима сверла со сменными пластинами. Оправка должна гарантировать соосность сверла и минимизировать биения.
Изготовление оправки
- Материал оправки: рекомендуется использовать высокопрочную сталь.
- Точность изготовления: соблюдение допусков обеспечивает стабильность процесса.
- Крепление: оправка должна надежно фиксироваться в шпинделе станка и обеспечивать жесткое крепление сверла.
Определение оборотов
Скорость резания зависит от материала и диаметра сверла.
Сталь Ст3:
- Скорость резания (Vc): 80-100 м/мин.
Сталь Ст45:
- Скорость резания (Vc): 60-80 м/мин.
Подача
- Для сверл диаметром до 10 мм: 0,05-0,1 мм/об.
- Для сверл диаметром 10-20 мм: 0,1-0,2 мм/об.
- Для сверл диаметром свыше 20 мм: 0,2-0,3 мм/об.
Преимущества и недостатки метода
Преимущества
- Сокращение времени обработки: отсутствие этапа центровки ускоряет процесс.
- Экономия на инструментах: сменные пластины дешевле целых сверл.
- Универсальность: возможность обработки различных материалов.
Недостатки
- Требования к оборудованию: необходима точная оправка и настройка станка.
- Повышенная нагрузка: возможно увеличение нагрузки на станок без центровки.
- Риск биений: при недостаточно жестком креплении.
Примеры из практики
На одном из машиностроительных заводов было внедрено сверление без центровки на станках 1К62 с использованием сверл со сменными пластинами. Результаты впечатлили:
- Увеличение производительности на 30%.
- Снижение износа инструмента на 15%.
- Повышение качества отверстий, что снизило количество бракованных деталей.
Заключение
Сверление без центровки на станке 1К62 с использованием сверл со сменными пластинами — это не только возможно, но и эффективно. Правильная подготовка оборудования и выбор режимов резания позволяют значительно повысить производительность и качество обработки.


Здравствуйте! Похоже, вас заинтересовал этот пост, но у вас ещё нет аккаунта.
Надоело каждый раз пролистывать одни и те же посты? Зарегистрировав аккаунт, вы всегда будете возвращаться на ту же страницу, где были раньше, и сможете выбирать, получать ли уведомления о новых ответах (по электронной почте или в виде push-уведомлений). Вы также сможете сохранять закладки и ставить лайки постам, чтобы выразить свою благодарность другим участникам сообщества.
С вашими комментариями этот пост мог бы стать ещё лучше 💗
Зарегистрироваться Войти

© 2022 - 2026 InvestSteel, Inc. Все права защищены.