Бесплатный курс: Как начать программировать станки с ЧПУ - Часть 6
Эта тема была объединена с Бесплатный курс: Как начать программировать станки с ЧПУ — первые шаги для новичков
kirilljsx
-
Базовая точка, коды начала программы
Базовая точка для шпинделя
Термин «базовая точка для шпинделя» относится к контрольной точке, используемой системой управления станком с ЧПУ для определения положения шпинделя.

Зачем нужна базовая точка?
Эта точка устанавливается во время настройки станка и играет ключевую роль в обеспечении точного позиционирования режущего инструмента относительно заготовки.
- Фиксированное положение:
- Базовая точка — это известное фиксированное положение в системе координат станка, от которого рассчитываются все остальные движения шпинделя.
- Её можно рассматривать как начало координат (0,0,0) для движений шпинделя.
Как определяется базовая точка?
Точный метод определения базовой точки зависит от:
- Конкретной модели станка с ЧПУ.
- Системы управления (например, Fanuc, Siemens, Heidenhain).
Обычно эта точка задается автоматически при калибровке станка или вручную оператором с использованием датчиков и щупов.
Коды начала программы
Коды начала программы (Program Start Codes) — это команды, которые сигнализируют о начале программы ЧПУ. Они часто инициализируют различные параметры станка, такие как системы координат, единицы измерения или режимы работы.
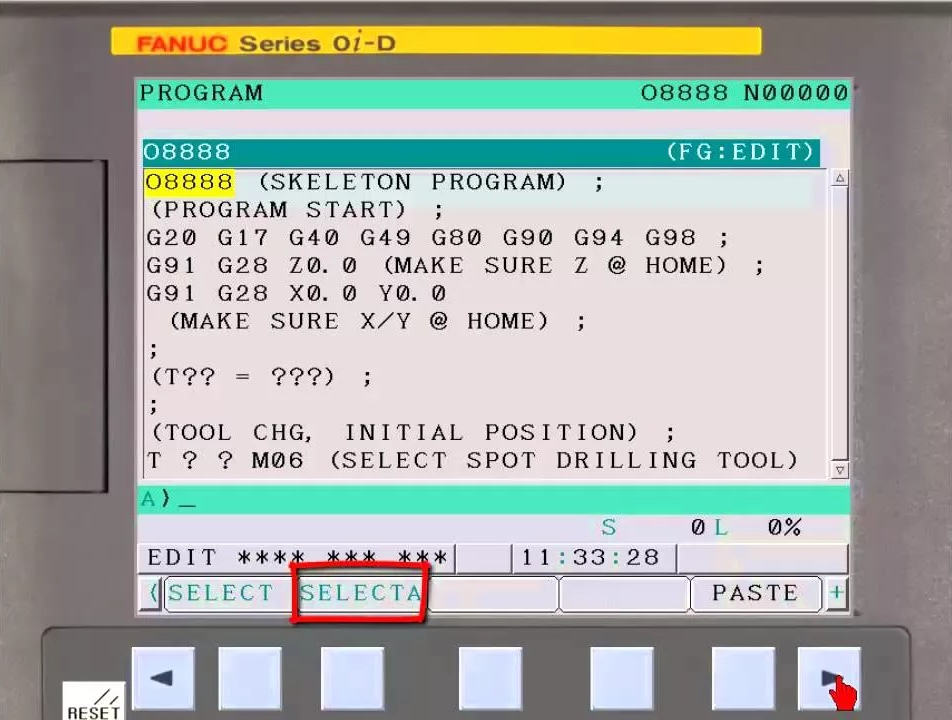
Пример кода начала программы
Пример для систем, похожих на Fanuc:
%O0001- %: Символ, обозначающий начало программы в некоторых системах.
- O0001: Номер программы (в данном случае программа №0001).
Особенности разных систем управления
Коды запуска программ в программировании с числовым программным управлением (ЧПУ) не стандартизированы между производителями. Разные системы управления (например, Fanuc , Siemens , Heidenhain ) используют свои вариации.
Несмотря на различия, все они выполняют одну основную задачу:
- Отмечают начало программы.
- Часто инициализируют определенные настройки станка (например, выбор плоскости, единиц измерения или режимов работы).
Примеры для разных систем
Fanuc:
O0001 ; Начало программы №0001 G21 ; Установка единиц измерения (мм)Siemens (Sinumerik):
BEGIN PGM 0001 MMHeidenhain:
BEGIN PGM 0001Зачем нужны коды начала программы?
Инициализация станка:
- Устанавливают начальные параметры, такие как система координат, единицы измерения или режимы работы.
Структурирование программы:
- Делают программу более читаемой и понятной для оператора.
Совместимость:
- Обеспечивают корректное взаимодействие между программой и системой управления станка.
Идентификация программы и её инициализация
Коды начала программы выполняют несколько важных функций, которые готовят станок к работе. Рассмотрим их подробнее:
1. Идентификация программы
- Код часто включает в себя номер программы или сопровождается им.
- Это позволяет системе управления идентифицировать и загрузить правильную программу из памяти.
Пример:
O0001; Номер программы для FanucO0001: Уникальный идентификатор программы, который помогает оператору и станку быстро находить нужный файл.
2. Инициализация параметров
- Некоторые коды сбрасывают определенные параметры станка до значений по умолчанию.
- Это гарантирует, что программа начнет выполняться в “чистом” состоянии без наследования предыдущих настроек.
Пример инициализации:
G21; Установка единиц измерения (мм) G90; Абсолютная система координат G17; Выбор плоскости XY3. Сброс ошибок
- В некоторых системах код запуска может автоматически удалять сообщения об ошибках или флаги , оставшиеся от предыдущей работы.
- Это помогает избежать конфликтов и обеспечивает корректное выполнение новой программы.
Пример для Siemens:
RESET; Сброс ошибок и состояния системы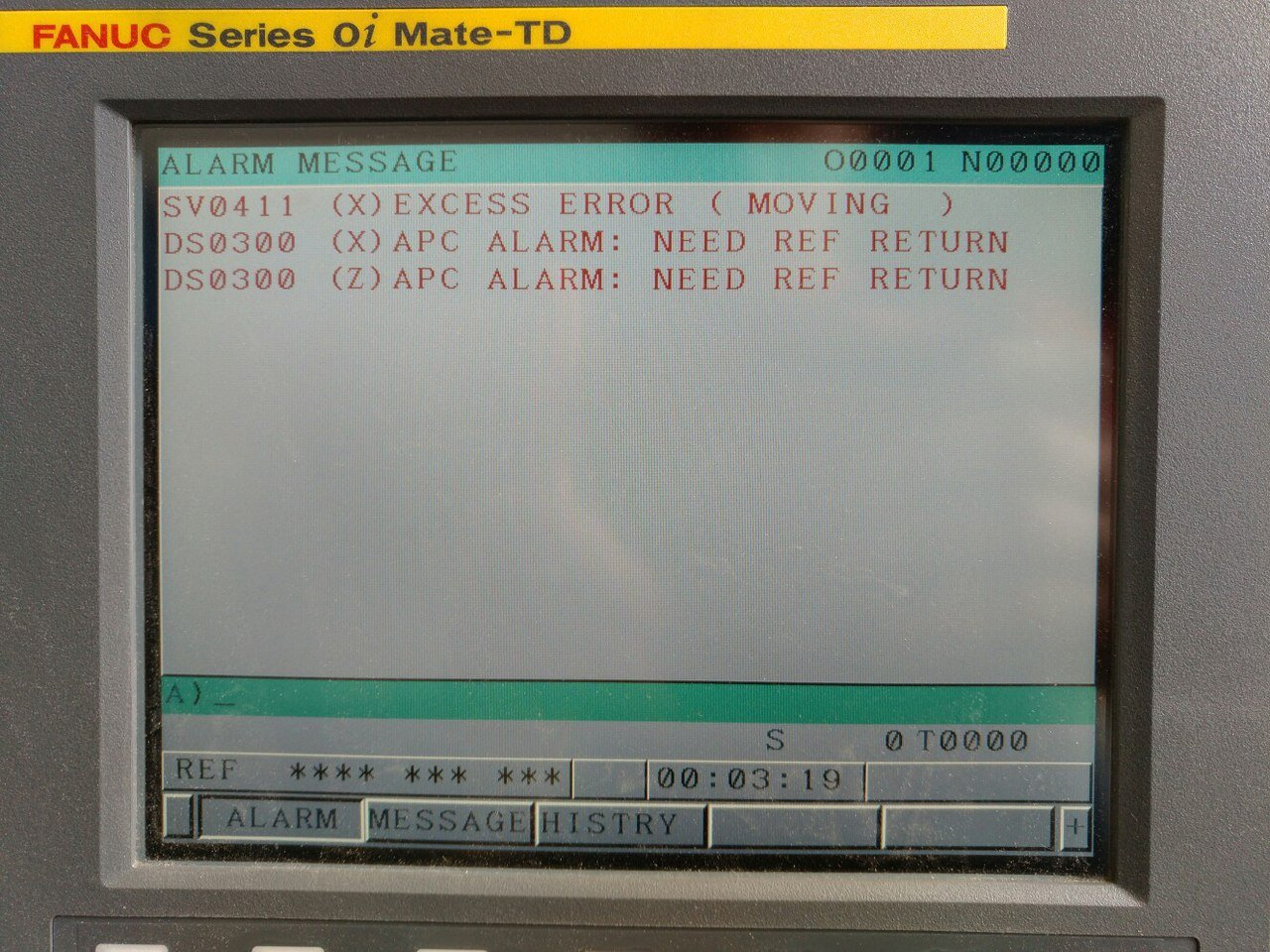
4. Подготовка оборудования
- Код может инициировать подготовительные функции , такие как:
- Активация охлаждающей жидкости.
- Подготовка вспомогательного оборудования (например, зажим заготовки).
Пример подготовки:
M08; Включение подачи охлаждающей жидкости M06 T1; Смена инструмента на первыйЗачем это важно?
- Идентификация программы: Обеспечивает загрузку правильной программы из памяти.
- Инициализация: Гарантирует, что станок начинает работу с “нулевых” настроек.
- Сброс ошибок: Устраняет возможные проблемы, оставшиеся от предыдущих операций.
- Подготовка оборудования: Готовит станок к безопасной и эффективной работе.
Примеры кодов запуска программы
Разные системы управления ЧПУ используют свои уникальные форматы для обозначения начала программы. Рассмотрим примеры для популярных систем:
1. Стиль Fanuc
%:- Это общий стартовый код для систем Fanuc.
- Знак процента (
%) означает начало программы. - Пример:
%100
Здесь
100— это номер программы.O100:- В этом формате прямо указан номер программы (в данном случае
100). - Это один из самых распространенных способов идентификации программы в системах Fanuc.
- Пример:
O100
- В этом формате прямо указан номер программы (в данном случае
2. Стиль Siemens
N1:- В некоторых системах Siemens первая строка программы начинается с
N1. - Хотя это может выглядеть как простой номер строки, на практике она часто служит маркером начала программы.
- Пример:
N1 G0 X0 Y0 Z0
- В некоторых системах Siemens первая строка программы начинается с
Последующие строки программы продолжают нумерацию последовательно (
N2,N3и т.д.).
3. Стиль Heidenhain
- Системы Heidenhain имеют более сложный подход к инициализации программ.
- Используются комбинации соглашений об именовании программ и специальных команд для запуска выполнения.
- Пример:
BEGIN PGM 100
Здесь
BEGIN PGMуказывает на начало программы, а 100 — её номер.
Особенности:- Формат зависит от конкретной версии системы Heidenhain.
- Важно учитывать специфические требования контроля для каждой машин
Сравнение подходов
Ниже представлена подробная сравнительная таблица, которая поможет лучше понять различия в форматах запуска программ для популярных систем управления станками с ЧПУ.
Критерий Fanuc Siemens Heidenhain Формат начала программы Знак %или адресO+ номер программы.Номер строки ( N1) или специальная команда.Команда BEGIN PGM+ номер программы.Пример кода gcode %100илиgcode O100gcode N1 G0 X0 Y0 Z0gcode BEGIN PGM 100Особенности формата - %используется как маркер начала и конца программы.- N1часто служит первой строкой программы.- Требует явного указания начала ( BEGIN PGM) и конца (END PGM).- O100— это уникальный идентификатор программы.- Нумерация строк увеличивается последовательно ( N2,N3, и т.д.).- Использует более сложные соглашения об именовании программ. Цель использования - Идентификация программы. - Определение начала программы через нумерацию строк. - Явное указание начала выполнения программы. Дополнительные функции - Может сбрасывать параметры станка до значений по умолчанию. - Начальные строки могут содержать базовые команды (например, G0).- Поддерживает сложные настройки через дополнительные команды. Сложность освоения Простой формат, легко освоить даже для новичков. Средняя сложность, требует понимания структуры строк программы. Высокая сложность, требует знания специфики системы Heidenhain. Пример завершения программы gcode M30илиgcode %gcode M30gcode END PGM 100Применяемость Широко используется в станках Fanuc и совместимых системах. Распространен в станках Siemens, особенно в европейских производствах. Используется в высокоточных станках Heidenhain, особенно в 5-осевых. Совместимость с другими системами Ограниченная совместимость с Siemens и Heidenhain. Умеренная совместимость с Fanuc (через адаптацию). Минимальная совместимость с Fanuc и Siemens (требует переписывания кода).
Важные условия при работе с ЧПУ
1. Системный синтаксис
- Всегда проверяйте руководство по программированию вашего станка.
- Точный синтаксис зависит от производителя и модели (например, Fanuc, Siemens, Heidenhain).
- Использование неправильного кода может привести к ошибкам выполнения программы.
2. Нумерация программ
- Номера программ обычно назначаются последовательно:
- Примеры:
O0001,O0002(Fanuc) илиPGM 0001(Heidenhain). - Это помогает избежать путаницы при загрузке программ.
- Примеры:
3. Модальные команды
- Модальные команды остаются активными, пока их не изменят.
- Примеры: режим координат (
G90,G91) или выбор плоскости (G17,G18). - Код запуска программы часто сбрасывает их до значений по умолчанию.
- Примеры: режим координат (
4. Зачем нужен правильный код запуска?
- Код запуска необходим для корректного начала работы станка.
- Без него программа может выполняться некорректно, что чревато ошибками или повреждениями.
5. Рекомендации
- Используйте официальную документацию для вашего станка.
- Проверяйте программы в симуляторе перед запуском на реальном оборудовании.
- Фиксированное положение:
Здравствуйте! Похоже, вас заинтересовал этот пост, но у вас ещё нет аккаунта.
Надоело каждый раз пролистывать одни и те же посты? Зарегистрировав аккаунт, вы всегда будете возвращаться на ту же страницу, где были раньше, и сможете выбирать, получать ли уведомления о новых ответах (по электронной почте или в виде push-уведомлений). Вы также сможете сохранять закладки и ставить лайки постам, чтобы выразить свою благодарность другим участникам сообщества.
С вашими комментариями этот пост мог бы стать ещё лучше 💗
Зарегистрироваться Войти


© 2022 - 2026 InvestSteel, Inc. Все права защищены.