Ошибка G90 без аргумента на FANUC 0i-TF: причины и как исправить абсолютные координаты
-

Мужики, ошибка G90 без аргумента на FANUC 0i-TF - типичная засада для программистов ЧПУ. Станок ругается, когда G90 стоит голым, без координат или команд. Это стопорит программу и может угробить деталь.
Разберём по полочкам: откуда ноги растут, как диагностировать и чинить. Полезно для тех, кто режет стружку на токарке или фрезере. Сэкономите время и нервы, без теории - чисто практика.
Что значит эта ошибка на FANUC 0i-TF
G90 - модальная команда абсолютных координат. Она говорит контроллеру: все перемещения от нуля машины или рабочей системы. Без аргументов (типа X_, Y_, Z_) станок видит блок как пустышку и выдаёт тревогу - типа PSxxxx или TV-ошибку при чтении программы.
Коллеги, в руководствах Fanuc это классика: команды G с одинаковыми адресами в блоке не катят, или некорректный G-код в модальном режиме. Пример: блок N10 G90; - и привет, ошибка. Станок стопорится, серво замирают, дисплей мигает кодом. Часто лезет после референса или смены программ.
На практике это бьёт по циклу: токарник не стартует резец, фрезер висит на воздухе. Плюс, если батарея севшая, абсолютки слетают - G90 усугубляет. Логично проверить программу и параметры перед пуском.
- Код ошибки: Обычно PS0100-PS0200 или TV при парсинге. Смотрите диагностику.
- Симптомы: Станок не едет, мигает жёлтым/красным, сброс не помогает.
- Частые места: После G91 (относительный режим) или в макросах.
Причины: программа или контроллер?
Основная беда - синтаксис в программе. G90 требует спутников: перемещений или M-команд. Если блок изолированный - тревога. Ещё косяк: конфликт модальных G, как G90 с G40 в полярках.
Другая засада - параметры ЧПУ сбиты. В Fanuc 0i-TF абсолютки держатся на параметрах 1000-2000 серии, плюс батарея памяти. Если питание моргнуло или батарея села (сигнал PW0000), координаты обнуляются. G90 без аргумента тогда - как красная тряпка.
По фактам из справочников: некорректные параметры ведут к нестабильности. Операторский фактор: ввели программу криво, или коррекция включена (G41/G42) с G90 - станок глючит непредсказуемо. Пример: после референса выдали G90 голым - и ось позиционирования шпинделя конфликтует.
Причина Симптом Где копать Синтаксис программы PS/TV ошибка в блоке Редактор программы, диагностика Сбитые параметры Абсолютки слетают Меню параметров, SW0100 Батарея/питание PW0000, потеря позиций Замена батареи, check питания Конфликт модалей Непредсказуемый ход Проверка G/M кодов в блоке - Программный косяк: G90 без X/Y/Z - 80% случаев. Исправьте блок.
- Нюанс: В циклах G73/G83 Q=0 провоцирует похожий баг.
- Аппаратка: Перегрев, датчики - реже, но проверяйте.
Диагностика: шаг за шагом
Сначала диагностический экран. На FANUC 0i-TF жмите OFFSET/SETTING > DIAGNOSIS. Ищите коды PS или TV, блок с ошибкой. Желтый мигает - некритично, но копайте.
Дальше - сухой пуск: PROGRAM > SINGLE BLOCK, без заготовки. Смотрите, где стоп. Если G90 винит - редактируйте. Проверьте параметры: параметр WRITE ENABLE (SW0100), ставьте 1, меняйте, сбрасывайте.
Батарея: сигнал о низком напряге - меняйте срочно, иначе абсолютки улетят. Питание: перебои убивают память. Операторские ошибки: двойные адреса в блоке - станок чудит.
- Включите питание, дождитесь референса.
- Загрузите программу, проверьте на редакторе.
- Dry run: шаг по блоку, фиксите G90.
- Параметры: 7169 серия для координат.
Важно: Коррекцию вырубайте перед G90.
Исправление абсолютных координат
Фикс программы: Добавьте аргументы - N10 G90 X0 Y0; или уберите голый G90, пусть модаль держит. В макросах G не аргумент - меняйте на #переменные.
Параметры: В меню PARAMETERS ставьте WRITE=1, корректируйте 1000+ для абсолюток (конкретно по модели - в мануале). Сбросьте SW0100. Батарею меняйте при включённом питании, аварийкой.
После фикса - референс всех осей. Тест: программа с G90/G91 чередой. Если стойка 0i-TF с RMS - синхронизируйте ЧПУ и оси.
Решение Шаги Риск Программа Добавить X/Y/Z, удалить лишний G90 Низкий Параметры WRITE=1, edit, reset Средний, если не в теме Батарея Замена под питанием Низкий Референс G28/G30 все оси Обязательно - Перепишите блок: G90 X_ вместо голого.
- Нюанс: В полярках G90 только с G40 модалью.
- Тест на воздухе.
Параметры под контролем - не повторяйте ошибок
Да, мужики, G90 без аргумента - мелочь, но учит вниманию. Осталось копнуть макросы и сетевые сбои - там свои приколы. Плюс, стойки 0i-TF старше 10 лет требуют батарей ежегодно.
По справочнику одно, на станке другое: всегда dry run. Думайте о параметрах 7000+ для диагностики. Коллеги, держите мануалы под рукой - спасут от простоя.
Здравствуйте! Похоже, вас заинтересовал этот пост, но у вас ещё нет аккаунта.
Надоело каждый раз пролистывать одни и те же посты? Зарегистрировав аккаунт, вы всегда будете возвращаться на ту же страницу, где были раньше, и сможете выбирать, получать ли уведомления о новых ответах (по электронной почте или в виде push-уведомлений). Вы также сможете сохранять закладки и ставить лайки постам, чтобы выразить свою благодарность другим участникам сообщества.
С вашими комментариями этот пост мог бы стать ещё лучше 💗
Зарегистрироваться Войти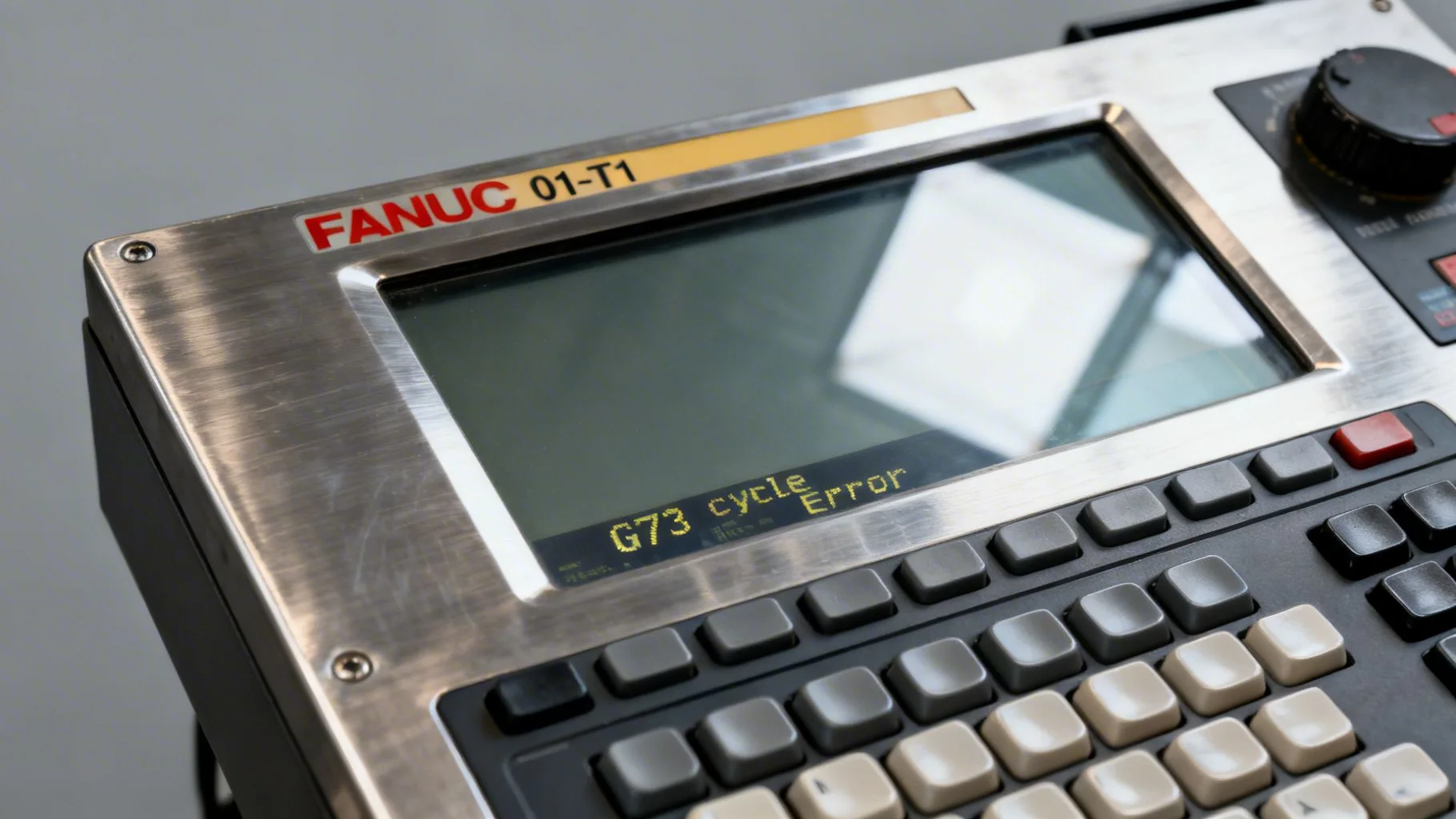




© 2022 - 2026 InvestSteel, Inc. Все права защищены.