Снятие фаски с труб: методы, оборудование и особенности обработки
-
Снятие фаски с труб — это обязательный этап подготовки к сварке или монтажу трубопроводов. Без правильной обработки торцов стыки получаются неровными, что приводит к дефектам сварки и слабым соединениям. В этой статье разберём основные методы и оборудование, чтобы вы могли выбрать подходящий вариант для своих задач.
Знание этих технологий помогает избежать типичных ошибок, сэкономить время и материалы. Мы поговорим о термических и механических способах, портативных и стационарных машинах. Это позволит оптимизировать процесс на объектах от небольших ремонтов до крупных трубопроводов.
Что такое фаска и зачем её снимать
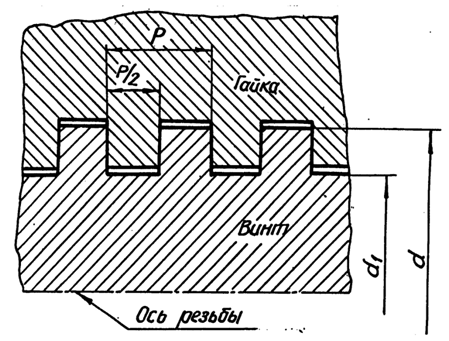
Фаска — это скошенный край торца трубы под определённым углом, обычно 30–37 градусов. Она нужна для качественной сварки: обеспечивает равномерный прогрев металла, минимизирует наплывы и дефекты. Без неё сварной шов получается грубым, с риском трещин.
Например, при монтаже нефтегазовых трубопроводов неправильная фаска приводит к утечкам под давлением. В энергетике или химпроме это может стоить дорого. Технология проста: инструмент фиксируется на трубе, срезает металл до нужного профиля. Ключевой плюс — точность, которая напрямую влияет на прочность конструкции.
Вот основные виды фасок:
- Односторонняя (внешняя или внутренняя) — для простых стыков.
- Двухсторонняя — для толстостенных труб, повышает надёжность.
- Специальные профили (J-гайд, V-гайд) — под требования ГОСТ или API.
Тип фаски Угол Применение V-образная 30–37° Стандартная сварка углеродистых труб X-образная 30° на сторону Толстостенные трубы >20 мм Y-образная 45° Высоконагруженные соединения Термические методы снятия фаски
Термические способы используют нагрев металла для резки. Они дешёвые и мобильные, не требуют электричества на площадке. Газовая резка — лидер по популярности: ацетиленовый резак нагревает кромку, кислород выжигает металл. Подходит для труб диаметром от 100 мм и толщиной стенки 30–150 мм.
Но качество поверхности низкое: раковины, окалина требуют доработки. Непригодно для легированных сталей — меняется структура металла. Пример: на стройплощадках для черновой обработки труб 1420 мм используют орбиту — газокислородный метод. Быстро, но потом шлифуют механически.
Преимущества и недостатки термических методов:
- Низкая стоимость и мобильность — идеально для полевых условий.
- Высокая производительность на толстых стенках.
- Недостаток: грубая поверхность, нагрев зоны HAZ (термически затронутой зоны).
Метод Диаметр труб Толщина стенки Качество Газовая резка 100–2000 мм 30–150 мм Низкое Плазменная 50–1000 мм 5–50 мм Среднее Механические способы обработки торцов
Механика — золотой стандарт для точности. Фаскосниматели с резцовой головкой срезают металл чисто, без нагрева. Устанавливается на внутреннюю или наружную поверхность трубы, фиксируется зажимами, регулируется угол. Качество поверхности Ra 3,2–6,3 мкм — сразу готово к сварке.
Портативные модели для труб до 120 мм, стационарные — до 1000 мм и стенки 30 мм. Примеры: KING-MACC 50А (диаметр 20–50 мм, 220В), 120Y (до 120 мм). Производители из Италии, Польши, Германии. Окупаемость за месяцы за счёт скорости и снижения брака.
Типы механического оборудования:
- Портативные фаскосниматели — мобильные, для поля.
- Стационарные станки — высокая точность, серийное производство.
- Насадки на болгарку (фибровые круги Bora P36–P120) — бюджет для малых диаметров.
Модель Диаметр Мощность Применение KING-MACC 50А 20–50 мм 1800 Вт Ремонтные работы KING-MACC 120Y 30–120 мм 220/380 В Монтаж магистралей Токарный станок До 1000 мм Высокая Заводы Ручные инструменты (напильники, шлифмашины) — для мелких задач, но требуют навыков.
Оборудование для снятия фаски: выбор и нюансы
Выбор зависит от диаметра, материала и объёма. Для нержавейки или алюминия — механика с твердосплавными резцами. Угол фаски регулируют под ГОСТ 16037-80. Фиксация на трубе критична: вибрация портит рез.
Портативные — удобны для энергетики, нефтегаза. Стационарные — для металлургических заводов. Абразивные насадки на УШМ снимают 2–3 мм за проход, универсальны для стали и алюминия. Важно: проверяйте совместимость с оборотами болгарки.
Критерии выбора:
- Диаметр и толщина стенки.
- Мобильность (портатив vs стационар).
- Материал трубы (углеродистая сталь — газ, нержавейка — механика).
Когда механика побеждает термику
Механические методы лидируют по качеству: нет деформаций, точный угол, чистая поверхность. Термика хороша для черновухи на больших диаметрах. В итоге, комбинируйте: газ для грубой, фаскосниматель для финиша. Остаётся вопрос оснастки ЧПУ-станков для автоматизации — это следующий уровень для серийного производства.
Здравствуйте! Похоже, вас заинтересовал этот пост, но у вас ещё нет аккаунта.
Надоело каждый раз пролистывать одни и те же посты? Зарегистрировав аккаунт, вы всегда будете возвращаться на ту же страницу, где были раньше, и сможете выбирать, получать ли уведомления о новых ответах (по электронной почте или в виде push-уведомлений). Вы также сможете сохранять закладки и ставить лайки постам, чтобы выразить свою благодарность другим участникам сообщества.
С вашими комментариями этот пост мог бы стать ещё лучше 💗
Зарегистрироваться Войти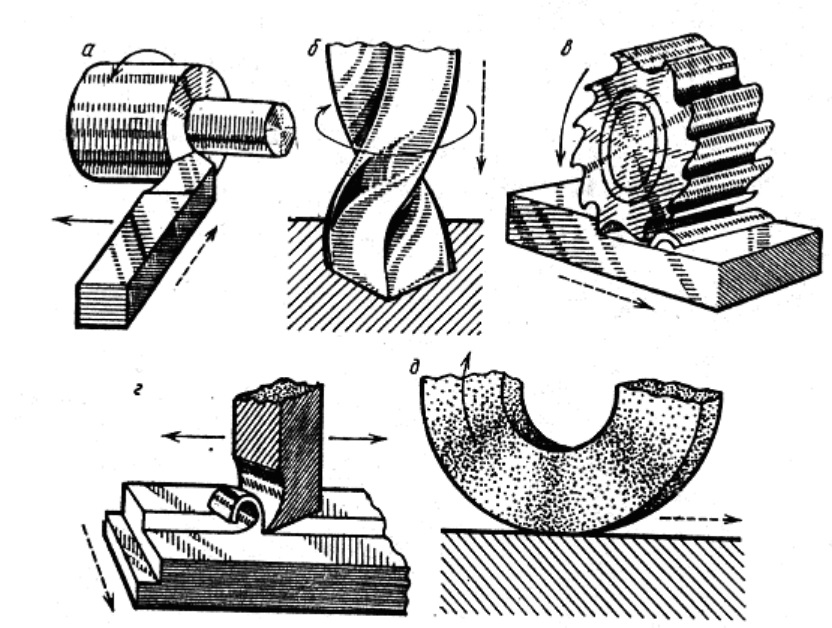
© 2022 - 2026 InvestSteel, Inc. Все права защищены.