Технология сварки под флюсом: принципы, преимущества и применение

-

Введение
Сварка под флюсом — это автоматизированный процесс соединения металлов с использованием гранулированного материала. Флюс защищает зону плавления от окисления и улучшает качество шва. Метод востребован в промышленности благодаря высокой производительности и стабильности.
Технология подходит для работы с толстыми заготовками, включая трубы и балки. Отсутствие открытой дуги снижает риски для оператора и минимизирует дефекты. Далее разберем ключевые аспекты этого метода.
Принципы работы технологии
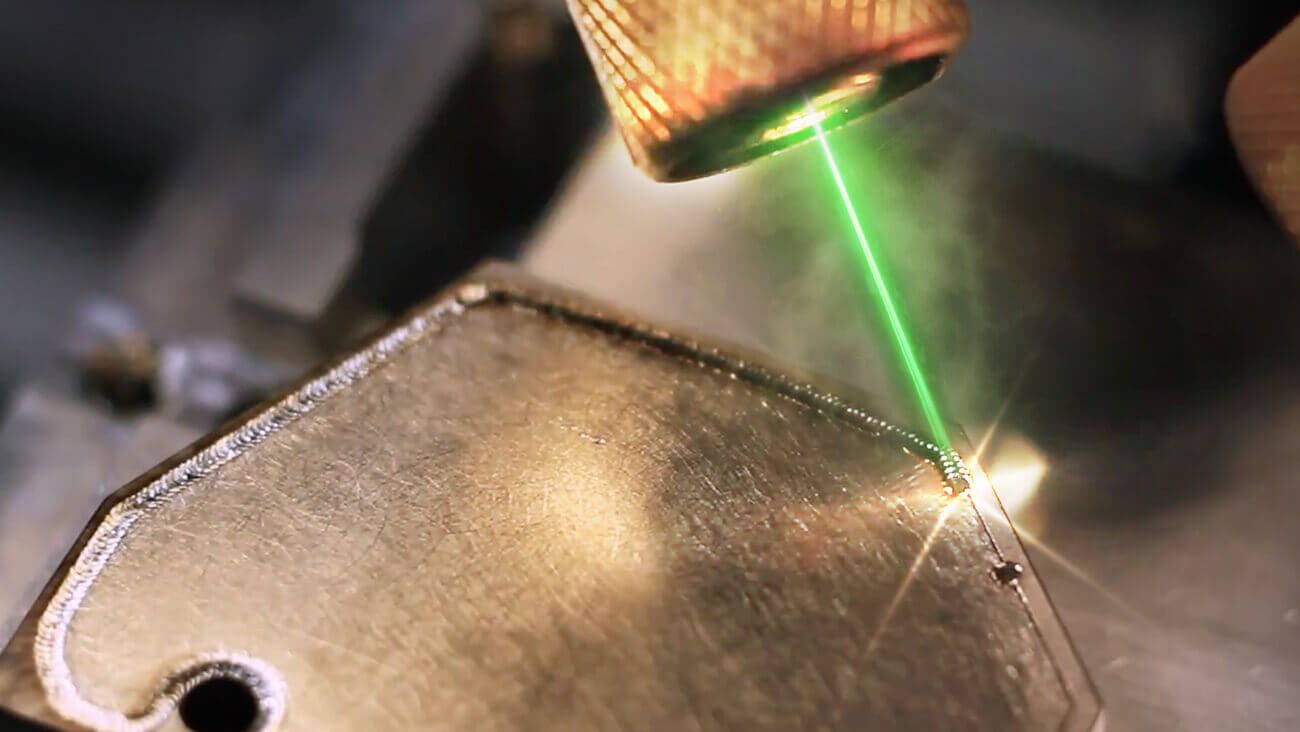
Основой процесса является подача флюсового порошка в зону сварки. Гранулы плавятся под действием тепла, образуя защитный газовый слой. Это предотвращает контакт расплава с кислородом.
Автоматическая подача электродной проволоки обеспечивает равномерное формирование шва. Скорость подачи и сила тока регулируются в зависимости от толщины металла. Например, для стали 10 мм используют ток 500–700 А.
Преимущества сварки под флюсом
Высокая скорость работы — ключевое достоинство метода. Автоматизация позволяет варить швы длиной до нескольких метров без остановки. Это критично в судостроении и производстве цистерн.
Экономия материалов достигается за счет отсутствия потерь электрода. Флюс можно частично собирать и повторно использовать. Также метод снижает энергозатраты на 20–30% по сравнению с ручной сваркой.
Области применения
Промышленное строительство — основная сфера использования технологии. Ее применяют для сборки мостовых конструкций и железнодорожных путей. Например, рельсы сваривают под флюсом для повышения износостойкости.
Тяжелое машиностроение также зависит от этого метода. Корпуса кранов, котлов и вагонов требуют надежных швов. Толщина металла в таких случаях достигает 50–100 мм, что идеально для данной технологии.
Особенности настройки оборудования
Выбор флюса зависит от типа металла. Для низкоуглеродистой стали подходят марки АН-348 или ОСЦ-45. Алюминиевые сплавы требуют флюсов с добавлением хлоридов.
Контроль скорости подачи проволоки влияет на глубину провара. При слишком медленной подаче шов становится выпуклым, при быстрой — узким. Оптимальный режим подбирают экспериментально.
Заключение
Сварка под флюсом остается незаменимой для массового производства и работы с толстыми металлами. Ее высокая эффективность и минимальный брак обеспечивают экономию ресурсов.
Технология продолжает развиваться: появляются новые составы флюсов и системы автоматизации. Это делает ее перспективной для внедрения в роботизированные линии и «умные» производства.
-
I InvestSteel переместил эту тему из null в
-
 K kirilljsx переместил эту тему из Сварка и пайка
K kirilljsx переместил эту тему из Сварка и пайка

Здравствуйте! Похоже, вас заинтересовал этот пост, но у вас ещё нет аккаунта.
Надоело каждый раз пролистывать одни и те же посты? Зарегистрировав аккаунт, вы всегда будете возвращаться на ту же страницу, где были раньше, и сможете выбирать, получать ли уведомления о новых ответах (по электронной почте или в виде push-уведомлений). Вы также сможете сохранять закладки и ставить лайки постам, чтобы выразить свою благодарность другим участникам сообщества.
С вашими комментариями этот пост мог бы стать ещё лучше 💗
Зарегистрироваться Войти
© 2022 - 2026 InvestSteel, Inc. Все права защищены.