Сварка вертикальных швов полуавтоматом: технология и особенности
-
Вертикальные швы полуавтоматом - это задача, с которой сталкиваются многие сварщики при работе с металлоконструкциями. Технология позволяет получить прочный и ровный шов без лишних сложностей, даже если опыта немного. Мы разберем, как правильно варить такие швы, чтобы избежать стекания ванны и дефектов.
Полуавтоматическая сварка упрощает процесс по сравнению с ручной: проволока подается автоматически, газ защищает металл, а производительность в 3-4 раза выше. Это решает проблемы с качеством и скоростью на объектах вроде труб или рам. Давайте разберем ключевые моменты шаг за шагом.
Подготовка к сварке вертикальных швов
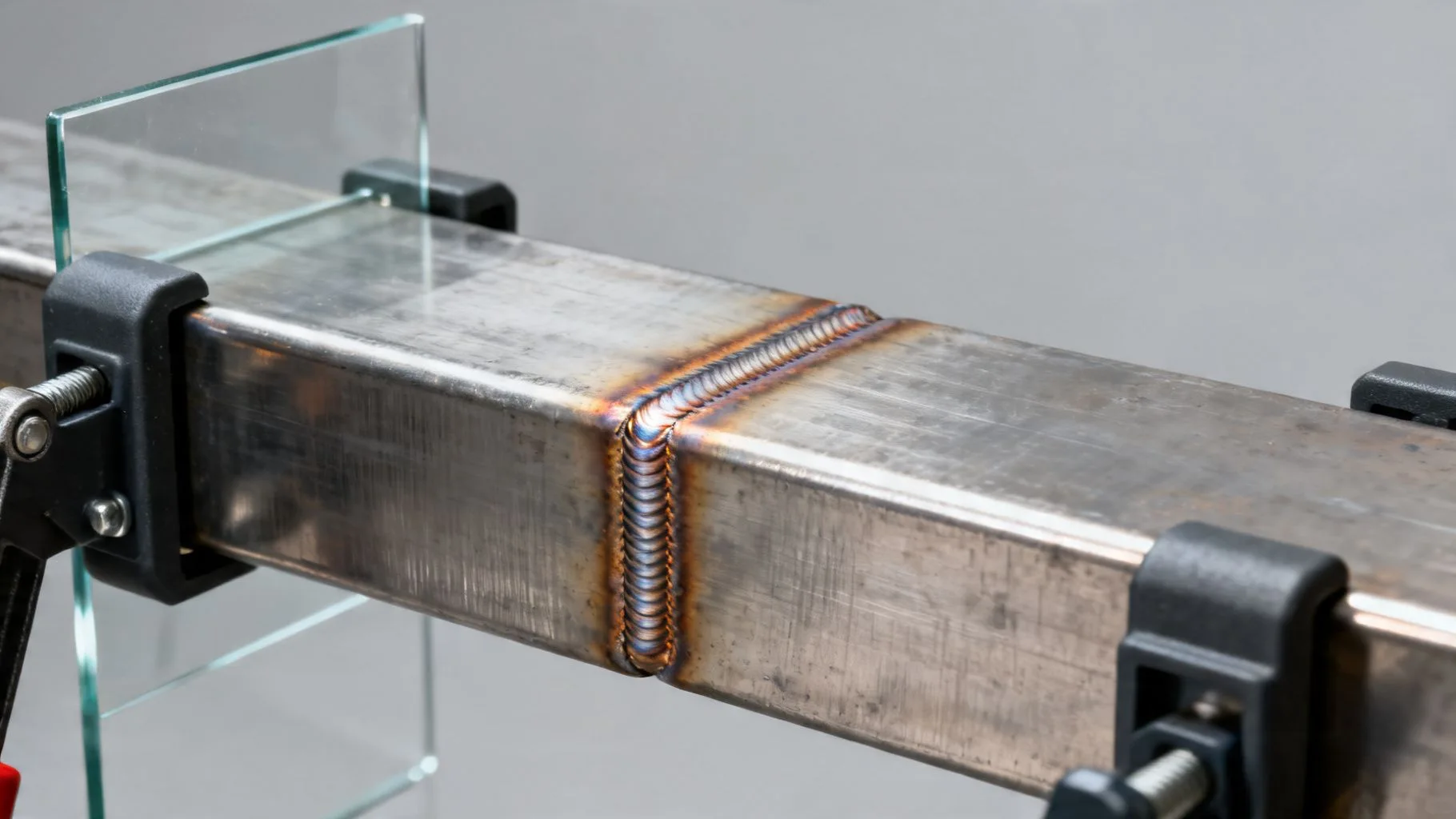
Перед тем как зажигать дугу, важно правильно подготовить края металла. Кромки зачищают от ржавчины, окалины и жира - это предотвращает поры и трещины в шве. Толщина металла определяет выбор проволоки: для листов до 5 мм подойдет диаметр 0,8 мм, а вылет проволоки не больше 5 мм. Фиксируют детали струбцинами или прихватками в двух местах, чтобы избежать смещения.
Защитный газ, обычно смесь аргона с CO2, подается через горелку для защиты расплава от воздуха. Регулируют расход газа в зависимости от металла - для углеродистой стали хватит 10-15 л/мин. Неправильная подготовка приводит к окислению, а это слабый шов. Теперь перейдем к настройкам оборудования.
- Выбор проволоки: Диаметр 0,8-1,2 мм, сплошная для тонких листов, порошковая для толстых.
- Фиксация: Минимум две прихватки на 20-30 мм, расстояние 200-300 мм друг от друга.
- Зачистка: Углом 30-45 градусов, без следов масла или краски.
- Проверка аппарата: Подача проволоки ровная, без заеданий, газ без утечек.
Параметр Для металла до 5 мм Для металла от 4 мм Проволока 0,8 мм 1,0-1,2 мм Вылет До 5 мм 5-7 мм Газ 10 л/мин 12-15 л/мин Методы сварки: сверху вниз или снизу вверх
Существует два основных метода: сверху вниз для тонкого металла (до 5 мм) и снизу вверх для толстого (от 4 мм). При спуске сверху вниз скорость выше, тепловложение меньше, ванна не стекает - идеально для быстрых работ. Дуга короткая, ток на 15-20% ниже обычного, движения горелкой поперечные, равномерные.
Метод снизу вверх дает глубокий провар: ванна формируется снизу, металл сверху опирается на кристаллизующийся слой. Ток ниже на 12-15%, розжиг перпендикулярно, с задержкой по краям шва. Это прочнее, но требует контроля, чтобы не перегреть. Выбор зависит от толщины и требований к шву - для конструкций берите подъем.
-
Сверху вниз:
- Короткая дуга, скорость подачи проволоки выше.
- Движения ‘лесенкой’ или полумесяцем.
- Меньше дефектов на тонком листе.
-
Снизу вверх:
Задержка электрода у кромок для плотного заполнения.
Меньший продольный шаг - 2-3 мм.
Глубже провар - до 80% толщины.
Метод Толщина металла Ток (от нормы) Преимущества Сверху вниз До 5 мм -15-20% Быстрее, меньше тепла Снизу вверх От 4 мм -12-15% Прочнее, глубже провар Настройки и техника ведения шва
Сила тока - ключевой параметр: для вертикали снижайте на 12-20% от горизонтального положения, корректируйте напряжение и скорость проволоки. Горелка перпендикулярна поверхности, угол наклона 10-15 градусов вперед. Движения: поперечные ‘волной’ или спиралью, чтобы ванна не стекала - это формирует чешуйки за счет поверхностного натяжения.
При розжиге дуга зажигается резко, без долгого поджига. Для первого прохода создайте полочку внизу, потом заполняйте порциями. Многопроходная сварка: первый шов вогнутый, второй усиливает до ровного. Следите за равномерным нагревом - перегрев приводит к прожогам. Новичкам проще с полуавтоматом, так как нет проблем с электродом.
- Установите ток ниже нормы, протестируйте на обрезке.
- Ведите горелку слева направо с поперечными движениями 5-10 мм.
- Задерживайтесь у корней шва на 0,5 секунды.
- Контролируйте ванну - она должна быть 5-8 мм шириной.
- После прохода зачистите шлак перед следующим.
Короткая дуга - залог успеха, иначе металл стекает.
Практические советы по качеству шва
Чтобы шов был ровным, чередуйте проходы: один сверху вниз, второй снизу для усиления. Для толстой стали делайте 2-3 прохода, набивая толщину. Проверяйте на дефекты визуально - нет ли трещин или пор. Важно: скорость сварки 20-30 см/мин, не торопитесь.
Полуавтомат дает лучший вид шва благодаря газу, меньше наплывов. Для угловых соединений фиксируйте струбцинами, избегайте перекосов. Если металл нержавейка, увеличьте газ на 20%. Это базовые приемы, которые работают на практике.
Что определяет выбор метода в реальности
В итоге технология сварки вертикальных швов полуавтоматом зависит от толщины металла и условий: спуск для скорости, подъем для прочности. Осталось учесть специфику сплавов - алюминий требует чистого аргона, а высоколегированные стали особых присадок. Подумайте о тестах на обрезках перед основной работой, чтобы параметры подошли именно вам.
Здравствуйте! Похоже, вас заинтересовал этот пост, но у вас ещё нет аккаунта.
Надоело каждый раз пролистывать одни и те же посты? Зарегистрировав аккаунт, вы всегда будете возвращаться на ту же страницу, где были раньше, и сможете выбирать, получать ли уведомления о новых ответах (по электронной почте или в виде push-уведомлений). Вы также сможете сохранять закладки и ставить лайки постам, чтобы выразить свою благодарность другим участникам сообщества.
С вашими комментариями этот пост мог бы стать ещё лучше 💗
Зарегистрироваться Войти-
-
-
-
-
-
-
-
Что нужно для сварки проволокой?
Перенесена Металлообработка
© 2022 - 2026 InvestSteel, Inc. Все права защищены.