Стыковые сварные швы: основы, типы и применение
-
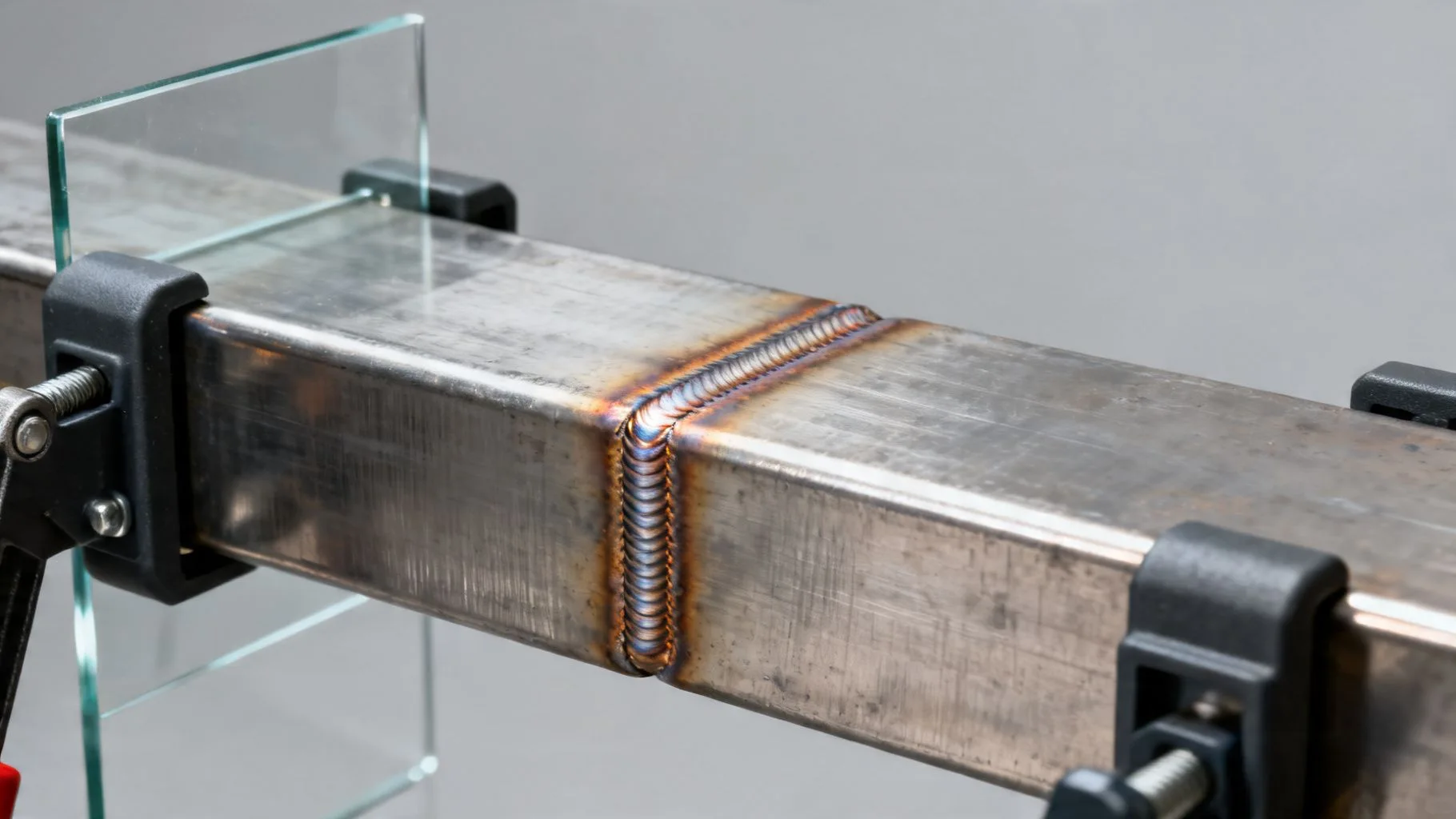
Стыковые швы — это самый распространённый тип соединения в сварочной практике. Торцы деталей располагаются напротив друг друга и свариваются вдоль плоскости соприкосновения. Неудивительно, что именно с них начинают учиться новички: технология простая, надёжная, и не требует от сварщика виртуозных навыков.
Почему стыковые швы так популярны? Потому что они дают ровное, прочное соединение, которое одинаково хорошо работает и на тонколистовом металле, и на толстых деталях. Чертежи обозначают буквой «С». Применяются повсеместно: листовая сталь, трубопроводы, металлоконструкции, ёмкости. По сути, если нужно соединить две детали торцами — берёшь стыковой шов и не ошибёшься.
Конструктив: как они устроены
Стыковой шов — это не просто плавление металла в щели. Всё зависит от толщины свариваемых деталей и требуемой прочности соединения. На тонком металле можно обойтись без разделки кромок: припустишь торцы близко друг к другу, заведёшь электрод — и готово. Но чем толще металл, тем серьёзнее нужно готовиться.
Когда речь идёт о толстостенных конструкциях, кромки нужно разделывать. Это делается для того, чтобы электрод хорошо проварил весь объём соединения, включая корень шва. Без этого получишь непровар, и вся прочность соединения окажется под вопросом. Подготовка кромок — это не усложнение, а гарантия качества.
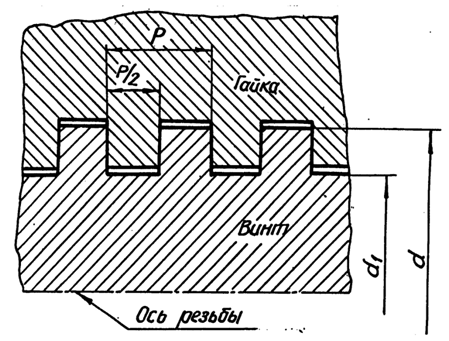
Основные типы разделки кромок:
- V-образная разделка — для деталей толщиной до 20 мм. Кромки скошены под углом, образуют букву V. Подходит для однопроходной сварки при небольшой толщине металла.
- X-образная разделка — для толстого металла (20-40 мм). Кромки скошены с обеих сторон, встречаются в форме буквы X. Это уменьшает общие напряжения в соединении и снижает риск деформаций.
- Без разделки — для тонкого листового металла. Торцы просто припускаются друг к другу, электрод варит щель между ними.
Проварка: с одной стороны или с двух
Здесь всё просто: если позволяет доступ к изделию и требуемая прочность — варишь с двух сторон. Это гарантирует полный провар по всей толщине детали. Но иногда конструкция такова, что подлезть с обратной стороны невозможно. Тогда либо ограничиваются односторонней сваркой, либо используют подварочные швы.
Подварочный шов — это хитрость для работы с габаритными деталями. Перед основной сваркой с одной стороны подкладывают медную или стальную подложку и делают небольшой проварочный шов. Это предотвращает прожоги при основной сварке и гарантирует, что корень шва проварится нормально. Не панацея, но часто спасает положение на производстве.
Схема проварки определяется ещё на этапе проектирования. Конструктор указывает в чертеже, проварить ли соединение полностью или достаточно одностороннего шва. Сварщик следует чертежу — и всё в порядке.
Форма и качество: о чём нельзя забывать
Мало просто заварить щель между деталями. Нужно, чтобы шов имел правильную форму. От этого зависит, как соединение будет работать под нагрузкой. Сварной шов может быть выпуклым, вогнутым или плоским — и каждый вариант подходит для своего случая.
Плоский (нормальный) шов — это универсальное решение. Выглядит как аккуратная линия, практически вровень с поверхностью металла. Хорошо выдерживает динамические нагрузки, равномерно распределяет усилия, прост в исполнении. Отсутствие неровностей означает, что напряжение распределяется равномерно по всей поверхности.
Выпуклый (усиленный) шов — приподнят над поверхностью металла. Используется для ответственных конструкций, которые испытывают значительные статические нагрузки. Выпуклые швы обладают повышенной герметичностью и часто встречаются на трубопроводах. Минус: при чрезмерной выпуклости могут стать источником концентрации напряжений, что приводит к усталостным трещинам.
Вогнутый (ослабленный) шов — утоплен в металл. Оптимальное решение для работы с тонкими металлами. Формируется быстрее, чем выпуклый, и исключает температурную деформацию деталей. Плоские и вогнутые швы считаются более экономичными по сравнению с выпуклыми.
Форма шва Применение Особенности Плоский Универсальное решение, динамические нагрузки Простой в исполнении, надёжный, равномерное распределение усилий Выпуклый Статические нагрузки, ответственные конструкции, трубопроводы Повышенная герметичность, риск концентрации напряжений при избыточной выпуклости Вогнутый Тонкие металлы, быстрое выполнение Экономичный, минимальная деформация, быстрая проварка Толщина металла и подготовка
Даже опытные сварщики иногда допускают ошибку: берут один и тот же режим сварки для разного металла. А результаты совершенно разные. Толщина детали — первое, на что нужно смотреть при планировании сварки стыкового шва.
Для тонкого листового металла (до 3-5 мм) разделка кромок не требуется. Припускаешь листы вплотную, устанавливаешь зазор 1-2 мм, и варишь обычным режимом. Главное — не перегреть металл, иначе получится прожог вместо шва.
Для среднего металла (5-20 мм) уже нужна подготовка. V-образная разделка, зазор в корне 2-3 мм, медленная проварка с хорошим провариванием корня. Если толщина разная (например, 5 мм с одной стороны и 8 мм с другой), можно допустить небольшое смещение поверхностей. Главное, чтобы сварной шов перекрывал тонкую часть.
Для толстого металла (20-40 мм и больше) нужна серьёзная подготовка: X-образная разделка, несколько проходов, тщательный контроль проварки. На заводах часто используют подварочные швы и проверяют качество ультразвуком, чтобы убедиться в отсутствии непровара.
Ключевые параметры подготовки:
- Зазор в корне — обычно 2-3 мм. Слишком большой зазор даёт непровар, слишком маленький мешает электроду нормально заходить в щель.
- Угол разделки — для V-образной разделки обычно 30-45 градусов, для X-образной — по 30-45 градусов с каждой стороны.
- Припуск кромок — 0-2 мм зависит от технологии. Прямые кромки требуют припуска, скошенные — нет.
- Чистота кромок — без окислов, ржавчины и других загрязнений. Это критично для качества шва.
Достоинства и недостатки: реальный взгляд
Стыковой шов — не панацея, хотя и универсален. Разберёмся, где он по-настоящему сильнодействует, а где приходится его ограничивать.
Что хорошо:
- Высокая прочность соединения на разрыв. Стыковые швы выдерживают серьёзные нагрузки благодаря полному провару по всей толщине.
- Надёжность. Проверено поколениями сварщиков — технология отработана до мелочей.
- Экономичность. Не требует специальной подготовки деталей, кроме разделки кромок на толстом металле.
- Простота. Даже новичок может научиться варить стыковой шов быстрее, чем другие типы.
- Универсальность. Подходит для листового металла, труб, металлоконструкций, ёмкостей.
Что нужно учитывать:
- Необходимость разделки кромок на толстом металле. Это занимает время и требует оборудования (газовая резка, шлифовка).
- Если толщины деталей различаются, возможно небольшое смещение поверхностей. Это допустимо, но нужно контролировать.
- При неправильной подготовке легко получить непровар, особенно в корне шва. Требуется внимание к деталям.
- На габаритных деталях бывает сложно получить хороший провар с одной стороны без подварочного шва.
Где применяют и почему выбирают именно стыковые швы
Стыковые швы встречаются везде, где нужна надёжная сварка. На заводе ты встретишь их на трубопроводах, резервуарах, рамах машин, в строительных металлоконструкциях. Выбор очевиден: нужно соединить две детали торцами — берёшь стыковой шов.
Типичные применения:
- Трубопроводы (нефтегаз, энергетика, водоснабжение) — давление, вибрация, температурные колебания. Стыковой шов здесь — стандарт. На трубах большого диаметра часто варят с двух сторон или используют несколько проходов для гарантии качества.
- Листовые конструкции (резервуары, ёмкости, кожухи) — герметичность и прочность критичны. Стыковой шов обеспечивает обе характеристики.
- Металлоконструкции (балки, колонны, фермы) — статические и динамические нагрузки. Стыковой шов хорошо справляется с обоими типами воздействия.
- Машиностроение — соединение заготовок в узлы и блоки. Надёжность на первом месте.
- Судостроение — корпуса кораблей, танки, переборки. Здесь предъявляются особые требования к качеству, но стыковые швы справляются с честью.
Процентов 70 от всех сварных соединений в промышленности — это именно стыковые швы. Остальное делят между собой угловые, тавровые, нахлесточные и другие типы. Такая статистика говорит сама за себя.
Контроль и приёмка: на что смотреть
Сварка стыкового шва закончена — и что дальше? Если это критичное соединение, его нужно проверить. На крупных производствах обязательно используют неразрушающий контроль: ультразвуковую дефектоскопию, рентген, иногда визуальную инспекцию плюс испытание на механические свойства.
Но даже без приборов видно многое: шов должен быть ровным, без явных впадин и наплывов, без трещин, без пор. Если видишь свежий шов с чёрной окалиной — хороший знак, это означает, что сварка прошла при нормальных режимах. Светлая окалина или синий цвет — признак перегрева.
Для стыковых швов часто проводят визуальный контроль по ГОСТ 5264-80 (ручная дуговая сварка). Проверяют геометрию шва, отсутствие дефектов, соответствие чертежу. Если требуется высочайшее качество, добавляют ультразвуковой контроль.
Типичные дефекты и их причины:
- Непровар — электрод не заходил достаточно глубоко в щель между деталями, неправильный зазор в корне, слишком высокая скорость сварки.
- Поры — попадание газа в расплавленный металл, грязные кромки, неправильный режим сварки.
- Трещины — избыточное охлаждение, высокие остаточные напряжения, примеси серы в металле.
- Наплывы и брызги — следствие неправильного режима и техники ведения электрода.
О чём подумать, выбирая стыковой шов
Стыковой шов — это проверенная технология, и её популярность не случайна. Если перед тобой стоит задача соединить две детали торцами, и нужна надёжная, долговечная сварка, выбор очевиден. Но в каждом конкретном случае нужно учитывать особенности: толщину металла, требуемую прочность, геометрию изделия, доступность для контроля.
Главное помнить: стыковой шов требует внимания к деталям при подготовке кромок и проварке корня. Ленивая подготовка приводит к непровару, а небрежное ведение электрода — к дефектам. Зато если всё сделано правильно, соединение будет служить долго и надёжно.
Здравствуйте! Похоже, вас заинтересовал этот пост, но у вас ещё нет аккаунта.
Надоело каждый раз пролистывать одни и те же посты? Зарегистрировав аккаунт, вы всегда будете возвращаться на ту же страницу, где были раньше, и сможете выбирать, получать ли уведомления о новых ответах (по электронной почте или в виде push-уведомлений). Вы также сможете сохранять закладки и ставить лайки постам, чтобы выразить свою благодарность другим участникам сообщества.
С вашими комментариями этот пост мог бы стать ещё лучше 💗
Зарегистрироваться Войти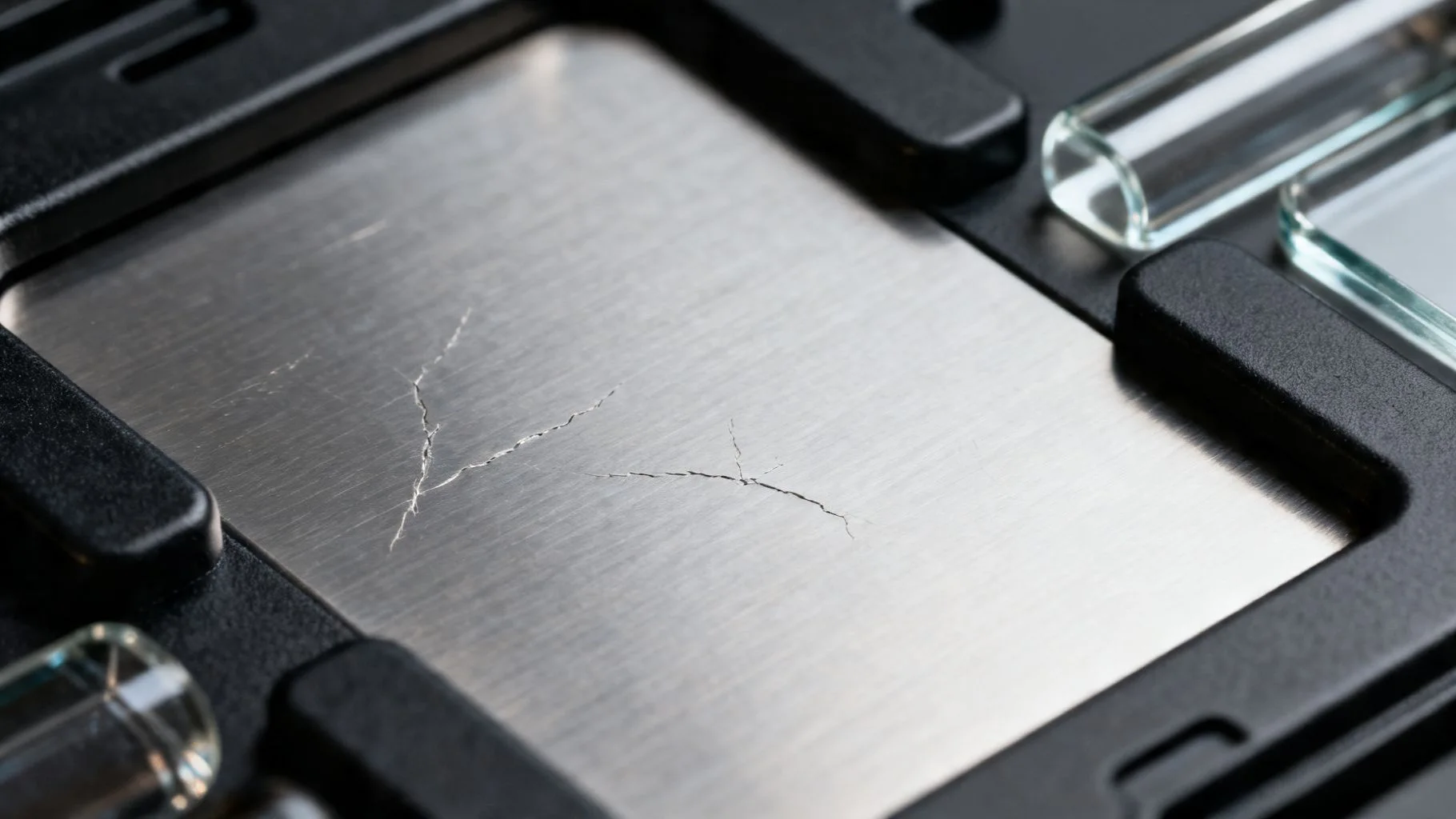

© 2022 - 2026 InvestSteel, Inc. Все права защищены.