Сварка алюминия: виды методов и технологии для надежных швов
-
Сварка алюминия - это задача, которая требует понимания особенностей металла. Алюминий легкий, но упрямый: оксидная пленка на поверхности мешает хорошему соединению, а высокая теплопроводность быстро отводит тепло. В этой статье разберем основные виды сварки и технологии, чтобы вы могли выбрать подходящий метод для своих задач.
Знание этих методов поможет избежать трещин, пористости и деформаций. Мы поговорим о популярных способах, подготовке и сравнении, чтобы вы понимали, когда TIG лучше MIG, а когда подойдет лазер. Это сэкономит время и материалы на производстве или в мастерской.
Основные виды сварки алюминия
Аргонодуговая сварка, или TIG, - один из самых надежных методов для алюминия. Здесь используется неплавящийся вольфрамовый электрод и защитный газ аргон, который предотвращает окисление. Метод дает чистые швы с минимальными деформациями, особенно на переменном токе, где разрушается стойкая оксидная пленка. Подходит для тонких листов и ответственных конструкций, как корпуса или трубы в энергетике.
Ручная дуговая сварка покрытыми электродами (MMA) проще в освоении, но качество швов ниже. Электроды типа ОК или ОЗАНА подходят для алюминия с магнием или кремнием, однако часто возникают поры и трещины из-за влажности и отсутствия газа. Используют для мелких ремонтов или полевых условий, где нет сложного оборудования.
Полуавтоматическая MIG-сварка ускоряет процесс за счет автоматической подачи проволоки в среде аргона. Импульсный режим прожигает оксид и минимизирует разбрызгивание, что идеально для толстых деталей - от 0,8 до 50 мм. В крупных проектах, вроде металлоконструкций, это экономит часы работы.
- TIG (GTAW): Высокая точность, швы без шлака, расход газа 10 л/мин, ток 25 А на 1 мм толщины.
- MIG (MAG): Быстрая, для толстого алюминия, импульсный режим снижает перегрев.
- MMA: Простота, но риск пор, электроды ОЗА для сплавов с Si.
Метод Толщина материала Преимущества Недостатки TIG До 10 мм Чистый шов, точность Медленно, навыки нужны MIG От 0,8 мм Скорость, автоматика Разбрызгивание без импульса MMA Тонкие листы Доступность Пористость, трещины Подготовка и особенности технологий
Перед сваркой алюминий обязательно чистят: оксидная пленка с температурой плавления 2000°C мешает дуге. Используйте механическую зачистку щеткой из нержавейки или химию, но без остатка влаги - она вызывает водородные трещины. Продувка аргоном перед и после шва (2-6 с) вытесняет кислород, а угол горелки 45-80° помогает контролировать ванну.
Для TIG выбирают электроды WL-15 или WL-20 с синим или золотистым наконечником, переменный ток для чистоты. В MIG импульсный полуавтомат с двойным импульсом дает симметричные швы без деформаций. Плазменная сварка для сверхтонких листов обеспечивает минимальный нагрев, но оборудование дорогое.
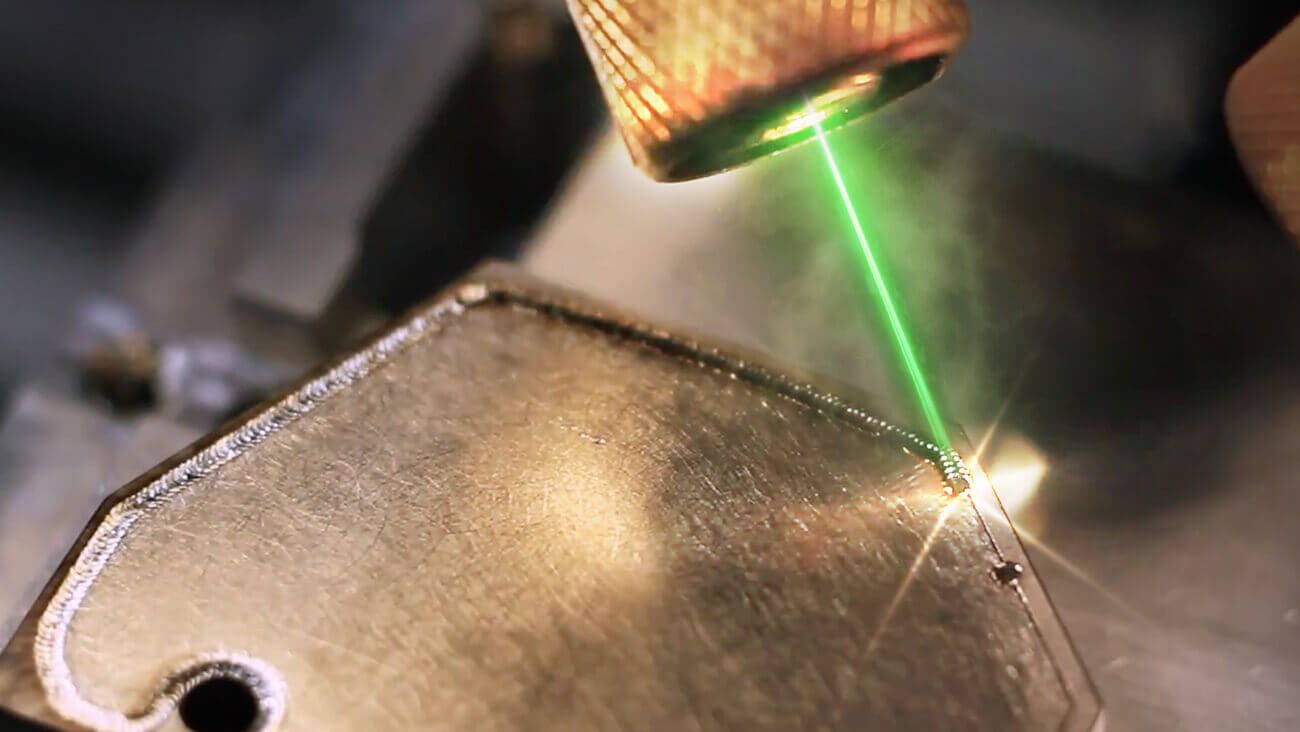
Технологии эволюционируют: лазерная сварка дает прочность без заусенцев, если заготовка идеально чистая. Электронно-лучевая в вакууме удаляет газы, подходит для высокоточных задач в авиации или нефтегазе.
- Предварительная продувка: 2 секунды аргоном - ключ к отсутствию окислов.
- Сила тока: 25 А/мм, не больше - чтобы избежать прожога.
- Постпродувка: До 6 с для охлаждения без трещин.
Современные методы и сравнение
Лазерная сварка - это точность лазером, который фокусирует энергию в узкую зону. Швы прочные, деформации минимальны, но нужна чистота поверхности. Плазменная дуга с плавящимися электродами в аргоно-гелиевой смеси ускоряет процесс для серийного производства.
Точечная сварка соединяет листы без герметичности, популярна в автоиндустрии. Автоматическая MIG для труб и конструкций экономит время. Выбор зависит от толщины, объема и бюджета: TIG для качества, MIG для скорости.
Сравнивая, TIG лидирует по эстетике шва, но MIG выигрывает в производительности на толстых деталях. Высокая теплопроводность алюминия требует импульсов, чтобы не перегревать.
Технология Скорость Качество шва Стоимость оборудования Лазерная Высокая Отличное Высокая Плазменная Средняя Высокое Средняя Точечная Быстрая Среднее Низкая За пределами базовых швов
Мы разобрали классику, но есть нюансы вроде сварки сплавов с магнием или кремнием - они требуют спецэлектродов. В вакууме электронный луч решает проблемы с водородом. Стоит подумать о гибридных методах, как TIG с лазером, для сверхпрочности.
Технологии развиваются, и завтра появятся новые импульсные режимы с ИИ-контролем. Если работаете с алюминием в химпроме или энергетике, экспериментируйте с газами вроде алюмикса для баланса цены и качества.
Здравствуйте! Похоже, вас заинтересовал этот пост, но у вас ещё нет аккаунта.
Надоело каждый раз пролистывать одни и те же посты? Зарегистрировав аккаунт, вы всегда будете возвращаться на ту же страницу, где были раньше, и сможете выбирать, получать ли уведомления о новых ответах (по электронной почте или в виде push-уведомлений). Вы также сможете сохранять закладки и ставить лайки постам, чтобы выразить свою благодарность другим участникам сообщества.
С вашими комментариями этот пост мог бы стать ещё лучше 💗
Зарегистрироваться Войти

© 2022 - 2026 InvestSteel, Inc. Все права защищены.