Модуль зуба шестерни — ключевой параметр, который определяет размер зубьев и их шаг. От него зависит совместимость шестерен в механизме, нагрузочная способность и долговечность передачи. Если вы ремонтируете редуктор, проектируете механизм или сталкиваетесь с нестандартной деталью — умение определить модуль поможет избежать ошибок. В этой статье мы разберем три проверенных метода и ответим на вопросы, которые часто возникают при работе с зубчатыми колесами.
Что такое модуль зуба и зачем его определять
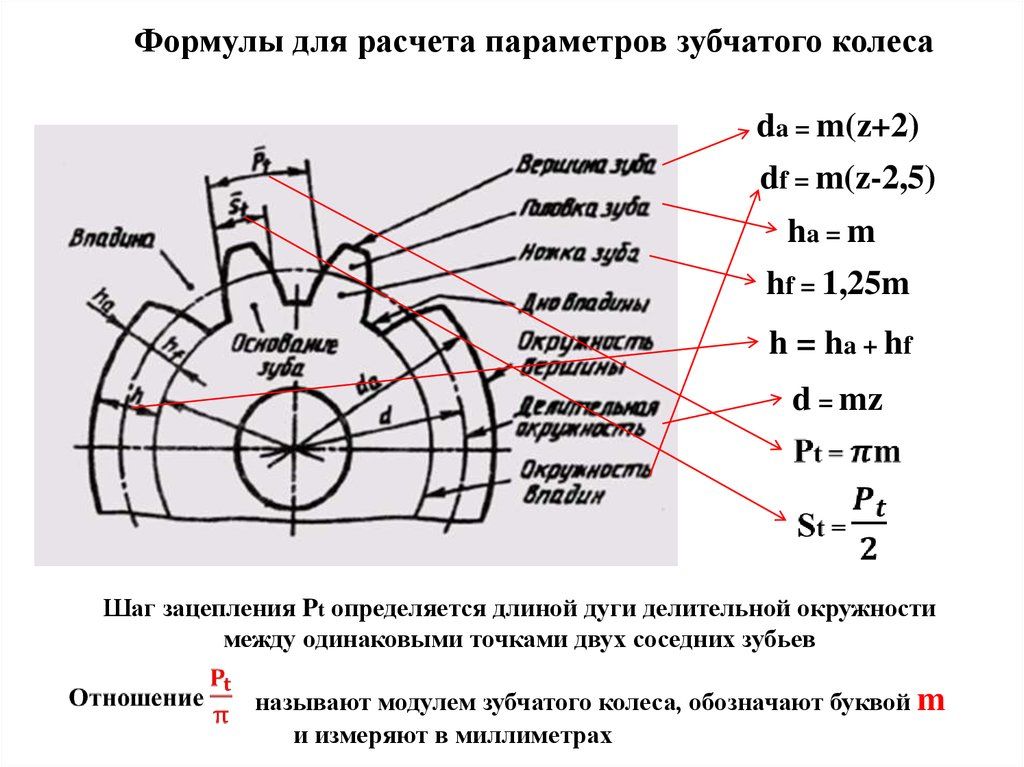
Модуль (m) — это отношение диаметра делительной окружности (D) к количеству зубьев (z):
m = D / z.
Зачем это нужно?
- Для подбора сменных шестерен в редукторах, коробках передач, станках.
- Чтобы рассчитать геометрию нового колеса при ремонте.
- Для проверки соответствия стандартам (например, ГОСТ 9563-60).
Важно: Если модуль не совпадает, шестерни будут работать с повышенным износом или вовсе не сработаются.
Метод 1: Измерение штангенциркулем
Шаг 1: Найдите делительный диаметр
Делительная окружность — это теоретическая линия, где толщина зуба равна ширине впадины. Ее диаметр (D) можно измерить:
- Для цилиндрических шестерен: измерьте расстояние между двумя противоположными зубьями по наружному диаметру, затем вычтите два модуля (если модуль неизвестен, сделайте приблизительный расчет).
- Для конических шестерен: используйте средний диаметр.
Шаг 2: Посчитайте количество зубьев (z)
Аккуратно пересчитайте все зубья на колесе.
Шаг 3: Примените формулу
Подставьте значения в формулу m = D / z.
Пример:
- Наружный диаметр = 60 мм.
- Количество зубьев = 20.
- Модуль = 60 / 20 = 3.
Метод 2: Расчет через шаг зубьев
Если диаметр измерить сложно, используйте окружной шаг (P) — расстояние между двумя соседними зубьями по делительной окружности.
Формула:
m = P / π, где π ≈ 3.14.
Как измерить шаг?
- Возьмите штангенциркуль или линейку.
- Измерьте расстояние между 10–15 зубьями.
- Разделите на количество промежутков.
Пример:
- Расстояние между 10 зубьями = 94.2 мм.
- Шаг P = 94.2 / 10 = 9.42 мм.
- Модуль = 9.42 / 3.14 ≈ 3.
Метод 3: Использование таблиц стандартных модулей
Если шестерня производилась по ГОСТ, модуль можно определить по таблице:
| Модуль (мм) | Шаг (мм) | Применение |
|---|---|---|
| 0.5 | 1.57 | Микромеханизмы, часы |
| 1 | 3.14 | Бытовая техника |
| 2 | 6.28 | Станки, редукторы |
| 3 | 9.42 | Промышленное оборудование |
| 4 | 12.56 | Тяжелая техника |
Совет: Если расчетный модуль не совпадает с таблицей, округлите до ближайшего стандартного значения.
Частые ошибки и как их избежать
-
Ошибка 1: Измерение по наружному диаметру вместо делительного.
Решение: Добавьте к формуле корректировку:
D = m(z + 2) для наружного диаметра. -
Ошибка 2: Неправильный подсчет зубьев.
Решение: Пометьте начальный зуб и считайте по кругу, чтобы не сбиться. -
Ошибка 3: Использование нестандартного модуля.
Решение: Если модуль не совпадает с таблицей, проверьте измерения повторно.
Пример расчета для закрепления
Задача: Определить модуль шестерни с наружным диаметром 66 мм и 20 зубьями.
Решение:
- Наружный диаметр D = m(z + 2) → 66 = m(20 + 2) → m = 66 / 22 = 3.
- Проверка через шаг: P = πm = 3.14 × 3 ≈ 9.42 мм.
Ответ: Модуль = 3 мм (стандартный).
Определить модуль зуба шестерни под силу даже без специального оборудования. Достаточно штангенциркуля, линейки и знания базовых формул. Главное — не пренебрегать перепроверкой и всегда сверять результат со стандартными значениями.



 Давайте разберемся, какие флюсы реально работают, а какие — деньги на ветер. И да, будет жарко!
Давайте разберемся, какие флюсы реально работают, а какие — деньги на ветер. И да, будет жарко!
 Определение: микронная точность и сверхкачество
Определение: микронная точность и сверхкачество Зачем это нужно? Отрасли-лидеры
Зачем это нужно? Отрасли-лидеры ️ Как достигается такая точность? Основные методы
️ Как достигается такая точность? Основные методы ️ Сложности и как их решать
️ Сложности и как их решать Будущее: тренды и инновации
Будущее: тренды и инновации
 До 10
До 10 До 2
До 2 До 5
До 5 Микронная
Микронная Средняя
Средняя Низкая
Низкая ️ Минимальная
️ Минимальная ️ Умеренная
️ Умеренная Разнородные металлы
Разнородные металлы Ограниченная
Ограниченная




 Важно: Эксперты прогнозируют дальнейшее снижение потребления стали во втором квартале на фоне сохраняющейся нестабильности в строительной отрасли.
Важно: Эксперты прогнозируют дальнейшее снижение потребления стали во втором квартале на фоне сохраняющейся нестабильности в строительной отрасли. Меня зовут Андрей, и я тут не просто так – меня пригласили экспертом по вопросам металлообработки!
Меня зовут Андрей, и я тут не просто так – меня пригласили экспертом по вопросам металлообработки!
 Таблица моделей фрезерных станков JET: характеристики и применение
Таблица моделей фрезерных станков JET: характеристики и применение .
.


 Удачи в экспериментах!
Удачи в экспериментах!