Позиционные допуски: как разобраться, если вы не инженер?
-
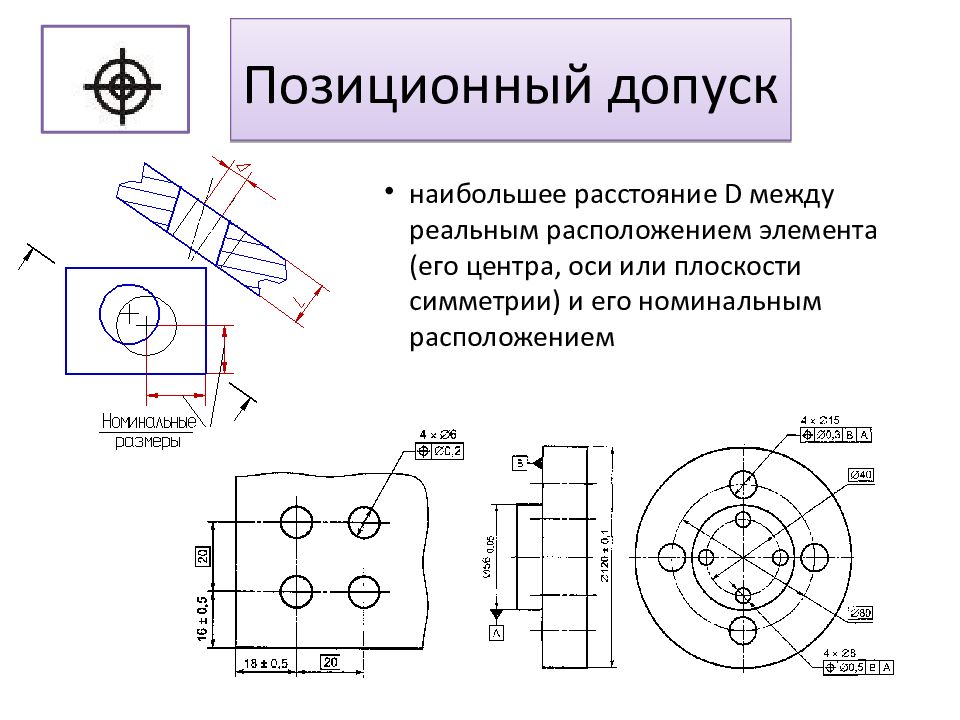
Представьте, что вы заказали токарю деталь с отверстием. На чертеже указано: «Отверстие Ø10 мм с позиционным допуском 0,2 мм». Что это значит? Проще говоря, центр отверстия может отклониться от идеального места не больше чем на 0,2 мм - иначе деталь не подойдет для сборки. В этой теме постараюсь объяснить, как читать такие обозначения, как считать допуски и почему это важно для качества продукции.
Позиционный допуск - это не просто цифра на чертеже. Это договор между конструктором и производством: «центр этого отверстия имеет право отклониться от идеального места не более чем на столько-то». Если отклонение вышло за лимит - деталь идёт в брак, даже если на глаз всё выглядит нормально.
В этой статье - полный практический разбор: формулы, типы допусков, как читать рамку на чертеже, чем MMC отличается от RFS и какие допуски реально достижимы на разном оборудовании.
Зачем нужен позиционный допуск
Представьте: вы заказали корпус насоса с четырьмя крепёжными отверстиями Ø8 мм. Токарь просверлил аккуратно, каждое отверстие нужного диаметра. Но при сборке болты не входят - отверстия сдвинуты на 0,3 мм каждое. Деталь визуально «нормальная», но функционально - брак.
Именно для таких ситуаций существует позиционный допуск: он контролирует не размер элемента, а где он находится относительно базовых поверхностей.
Ключевые понятия:
- Теоретически точное положение - идеальные координаты элемента, заданные на чертеже в прямоугольных рамках (например, ⌗50 ⌗30 - значит 50 мм и 30 мм без собственного допуска)
- Поле допуска - зона, внутри которой должна находиться ось, плоскость или центр элемента
- База - поверхность или ось, от которой ведётся отсчёт (обозначается треугольником с буквой: ▽A)
- Фактическое положение - реальные координаты элемента после изготовления, полученные измерением
Нормативная база: ГОСТ и ISO
Позиционные допуски в России регулируются двумя ключевыми стандартами:
Стандарт Содержание Международный аналог ГОСТ Р 53089-2008 Правила установления и обозначения позиционных допусков ISO 5458:1998 ГОСТ 24643-81 Числовые значения допусков формы и расположения (таблицы, 16 степеней точности) ISO 2768 (частично) ГОСТ 2.308-2011 Правила указания допусков на чертежах (рамки, символы) ISO 1101:2017 Важно: ГОСТ Р 53089-2008 - прямое введение ISO 5458:1998. Если работаете с зарубежными партнёрами - требования совместимы.
Две принципиально разные задачи
Прежде чем переходить к формулам - важно понять, что в работе с позиционными допусками существуют две независимые задачи с разными формулами и разными входными данными. Их часто путают.
Задача Когда применяется Формула Входные данные Проверить деталь после изготовления Метрологический контроль, КИМ $$(T = 2\sqrt{\Delta x^2 + \Delta y^2})$$ Δx, Δy - отклонения центра по осям (мм) Рассчитать допуск при проектировании Конструирование, выбор посадок $$(T_{\text{pos}} = D_{\text{min}} - d_{\text{max}})$$ D_min - мин. диаметр отверстия, d_max - макс. диаметр болта  ️ Калькулятор на tools.investsteel.ru реализует первую задачу - проверку готовой детали. Вводить туда диаметры отверстия и болта нельзя: он воспримет их как координатные отклонения в миллиметрах и выдаст бессмысленный результат (например, при вводе 10 и 7,97 вычислит $$(2\sqrt{10^2 + 7{,}97^2} \approx 25{,}58)$$ мм).
️ Калькулятор на tools.investsteel.ru реализует первую задачу - проверку готовой детали. Вводить туда диаметры отверстия и болта нельзя: он воспримет их как координатные отклонения в миллиметрах и выдаст бессмысленный результат (например, при вводе 10 и 7,97 вычислит $$(2\sqrt{10^2 + 7{,}97^2} \approx 25{,}58)$$ мм).
Формула 1: проверка готовой детали
Применяется после измерения на КИМ или другим инструментом. Фактическое позиционное отклонение — это диаметр наименьшей окружности, в которую вписывается смещение центра элемента.
Для плоского (2D) случая
$$T = 2\sqrt{\Delta x^2 + \Delta y^2}$$
Множитель 2 появляется потому, что поле допуска - это диаметр зоны, а не радиус. Ось отверстия должна лежать внутри цилиндра диаметром (T), и смещение считается от центра этого цилиндра.
Пример:
Измерили деталь на КИМ: центр отверстия сдвинулся на (\Delta x = 0{,}08) мм и (\Delta y = 0{,}12) мм от теоретически точного положения:
$$T = 2\sqrt{0{,}08^2 + 0{,}12^2} = 2\sqrt{0{,}0064 + 0{,}0144} = 2\sqrt{0{,}0208} \approx 0{,}288 \text{ мм}$$
Если в чертеже указан допуск ⊕ ⌀0,3 мм - деталь годная (0,288 < 0,300). Если ⌀0,25 мм - брак.
Именно эти значения (Δx и Δy в миллиметрах) нужно вводить в калькулятор.
Для пространственного (3D) случая
Когда ось трёхмерного элемента (например, глубокого отверстия) отклоняется по трём осям:
$$T = 2\sqrt{\Delta x^2 + \Delta y^2 + \Delta z^2}$$
Эта формула применяется при контроле на КИМ с пространственным сканированием оси.
Формула для группы элементов
Если нужно проверить, укладывается ли группа отверстий в суммарный позиционный допуск, применяют расширенную форму по ГОСТ Р 53089-2008:
$$T_i = 2\sqrt{(x_{i,\text{факт}} - x_{i,\text{ном}})^2 + (y_{i,\text{факт}} - y_{i,\text{ном}})^2}$$
где $$(x_{i,\text{факт}}), (y_{i,\text{факт}})$$ - фактические координаты центра $$(i)$$-го элемента; $$(x_{i,\text{ном}})$$, $$(y_{i,\text{ном}})$$ - теоретически точные координаты.
Формула 2: расчёт допуска при проектировании
Это конструкторская задача — определить, какой позиционный допуск можно задать, чтобы при сборке болт гарантированно вошёл в отверстие.
$$T_{\text{pos}} = D_{\text{min}} - d_{\text{max}}$$
где:
- $$(D_{\text{min}})$$ - наименьший предельный диаметр отверстия (нижний предел поля допуска отверстия)
- $$(d_{\text{max}})$$ - наибольший предельный диаметр болта/стержня (верхний предел)
Пример: отверстие Ø10,0⁺⁰˒²⁰ мм (значит D_min = 10,0 мм), болт М8 с телом Ø7,97 мм по ГОСТ 7798:
$$T_{\text{pos}} = 10{,}0 - 7{,}97 = 2{,}03 \text{ мм}$$
Это максимально допустимый позиционный допуск с точки зрения функции сборки. На практике конструктор задаёт 50–80% от этого значения — то есть ⌀1,0–1,6 мм — чтобы иметь запас на возможные отклонения.
️ Эту формулу нельзя использовать в калькуляторе tools.investsteel.ru - там другая задача. Данный расчёт делается вручную или в специализированных САПР.
Типы позиционных допусков
По направлению поля допуска
Тип Форма поля допуска Символ Применение Позиционный (многонаправленный) Цилиндр ⌀T ⊕ Отверстия под болты, штифты Позиционный (однонаправленный) Полоса шириной T ⊕ + стрелка Пазы, прорези Концентричность Окружность ◎ Валы, ступичные отверстия Симметричность Полоса ≡ Симметричные канавки, выточки Соосность Цилиндр ◎ Многоступенчатые валы Зависимый и независимый допуск
- Независимый допуск (RFS - Regardless of Feature Size) - значение допуска не меняется при любом действительном размере элемента. Это умолчание по ГОСТ.
- Зависимый допуск (MMC/LMC) - фактически допустимое отклонение увеличивается, если деталь изготовлена с отступом от предельного состояния. Обозначается символом ⓜ (MMC) или Ⓛ (LMC) после числа в рамке.
Пример зависимого допуска (MMC):
Отверстие Ø10⁺⁰˒²⁰ мм, позиционный допуск ⌀0,1 ⓜ. При MMC (Ø10,0 мм) допуск = 0,1 мм. При фактическом диаметре 10,15 мм допуск увеличивается:
$$T_{\text{факт}} = T_{\text{чертёж}} + (D_{\text{факт}} - D_{\text{MMC}}) = 0{,}1 + (10{,}15 - 10{,}0) = 0{,}25 \text{ мм}$$
Это позволяет сохранить деталь годной там, где при независимом допуске она была бы браком.
Как читать рамку допуска на чертеже
По ГОСТ 2.308-2011 геометрические допуски обозначаются в прямоугольной рамке, разделённой на 2–4 части.
┌────┬──────┬───┬───┐ │ ⊕ │ ⌀0.1 │ A │ B │ └────┴──────┴───┴───┘Секция Что записывается Пример 1-я Символ вида допуска ⊕ (позиционный) 2-я Числовое значение; ⌀ если поле цилиндрическое; ⓜ/Ⓛ если зависимый ⌀0,1 ⓜ 3-я Первичная база A 4-я (если есть) Вторичная база B Стрелка-указатель ведёт от рамки к элементу (оси, поверхности). Если стрелка упирается в продолжение размерной линии - допуск на ось. Если в саму поверхность - допуск на плоскость.
Теоретически точные размеры обозначаются в прямоугольных рамках без допуска: например,
⌗30означает «30 мм без отклонений» (отклонение учтено в рамке допуска).
Числовые значения по ГОСТ 24643-81
Стандарт устанавливает 16 степеней точности (от 1-й - наивысшей, до 16-й - грубейшей). Для позиционных допусков рекомендуемые степени и значения:
Степень точности Диапазон значений Типовое применение 4–5 0,004–0,012 мм Прецизионные приборы, авиационные компоненты 6–7 0,016–0,040 мм Ответственные узлы машин, ЧПУ-обработка 8–9 0,060–0,120 мм Серийное машиностроение, сверление на станках 10–11 0,160–0,300 мм Сварные и литые конструкции 12–13 0,400–0,800 мм Деревообработка, грубое литьё
Реальные допуски разных техпроцессов
Одна из главных ошибок при проектировании - задать допуск жёстче, чем позволяет оборудование. Практическое правило: допуск должен быть как минимум в 3–5 раз больше погрешности станка.
Технология Достижимая погрешность позиции Рекомендуемый мин. допуск КИМ (контрольная операция) ±0,002–0,005 мм - (только измерение) Обрабатывающий центр с ЧПУ ±0,005–0,020 мм ⌀0,05 мм Сверление на ЧПУ ±0,020–0,050 мм ⌀0,10 мм Сверление на ручном станке ±0,10–0,20 мм ⌀0,40 мм Литьё под давлением ±0,10–0,30 мм ⌀0,50 мм Горячая штамповка ±0,30–1,00 мм ⌀1,50 мм Сварка (разметка) ±0,50–2,00 мм ⌀3,00 мм
Методы измерения на производстве
Координатно-измерительные машины (КИМ)
Золотой стандарт контроля позиционных допусков. КИМ щупом или лазером определяет фактические координаты центров элементов, затем ПО рассчитывает $$(T)$$ по формуле и сравнивает с допуском. Погрешность измерения: ±0,001–0,005 мм. Минус: дорого, медленно, требует специалиста.Позиционные калибры (шаблонные щупы)
Быстро и дёшево для серии: набор штифтов, имитирующих болты в теоретически точном расположении. Если все штифты входят в отверстия без усилия — деталь годная. Точность ниже КИМ, но производительность выше на порядок.Оптические и лазерные системы
Применяются для крупных или плоских деталей. Лазерный трекер фиксирует точки на поверхности и строит 3D-модель фактического расположения. Удобен в авиа- и судостроении.Метрологическое правило
Перед измерением деталь обязательно:- очистить от стружки, масла, заусенцев
- выдержать при температуре 20 °C (эталонная температура по ГОСТ 9249-59)
- установить на базовые поверхности без деформации зажимами
Нарушение хотя бы одного пункта вносит систематическую погрешность, которая может «превратить» годную деталь в брак или наоборот.
Типичные ошибки при задании допусков
Ошибка 1: слишком жёсткий допуск без анализа процесса
Конструктор пишет ⌀0,02 мм - станок с ЧПУ даёт погрешность ±0,015 мм. Технически деталь нельзя изготовить стабильно. Решение: согласовывать допуски с технологом до выпуска чертежа.Ошибка 2: отсутствие баз
Без указания баз позиционный допуск теряет смысл: от чего считать отклонение? Всегда указывайте минимум одну первичную базу (плоскость, ось или точку).Ошибка 3: путаница между позиционным допуском и допуском размера
Допуск отверстия ⌀10⁺⁰˒²⁰ контролирует диаметр. Позиционный допуск ⊕ ⌀0,1 контролирует где находится центр отверстия. Это разные требования, они не заменяют друг друга.Ошибка 4: не учтена возможность зависимого допуска
В задачах сборки с зазором (болт в отверстии) применение MMC позволяет расширить реальный допуск для деталей с «запасом» по размеру. Игнорирование ⓜ завышает процент брака без выигрыша в функциональности.Ошибка 5: подстановка диаметров в калькулятор проверки детали
Калькулятор вида: $$(T = 2\sqrt{\Delta x^2 + \Delta y^2})$$ принимает отклонения координат в мм, а не диаметры деталей. Подстановка D и d даст бессмысленный результат (порядка десятков мм). Расчёт допуска по условию сборки: $$(T_{\text{pos}} = D_{\text{min}} - d_{\text{max}})$$ выполняется отдельно - вручную или в САПР.
Сравнение ГОСТ Р 53089-2008 и ISO 1101:2017
Аспект ГОСТ Р 53089-2008 ISO 1101:2017 Основа ISO 5458:1998 Самостоятельный стандарт Символы Совпадают Исходные Зависимые допуски ⓜ/Ⓛ Поддерживаются Поддерживаются Динамическая рамка допуска Нет Есть (с 2017) Применимость РФ, ЕАЭС Весь мир Совместимость Полная для базовых случаев - При работе с международными заказчиками (ЕС, Китай, США) используйте ISO 1101 и ASME Y14.5 - последний распространён в американской практике и отличается рядом нюансов в трактовке MMC.
Калькулятор
На сайте tools.investsteel.ru доступен онлайн-калькулятор для проверки готовой детали: введите фактические отклонения $$(\Delta x) и (\Delta y)$$ в мм (полученные с КИМ или другого измерительного инструмента), укажите допуск из чертежа — он мгновенно покажет, годна ли деталь.
️ Вводить диаметры отверстия и болта в этот калькулятор нельзя - это другая задача (расчет допуска при проектировании), которая решается формулой $$(T_{\text{pos}} = D_{\text{min}} - d_{\text{max}})$$ отдельно. tools.investsteel.ru/production/positional-tolerances
tools.investsteel.ru/production/positional-tolerances
FAQ
Что такое «теоретически точный размер» и почему он в рамке?
Это номинальное расстояние от базы до элемента, которое не имеет собственного допуска - ошибка расположения целиком учтена в рамке позиционного допуска. Прямоугольная рамка вокруг размера означает: «этот размер точный, отклонение считай по рамке ⊕».Можно ли задать позиционный допуск без базы?
Формально можно для самосопрягаемых элементов (например, группа отверстий, расположенных симметрично относительно самих себя). Но на практике всегда рекомендуется явно указывать базу - это исключает разночтения с производством.Чем позиционный допуск отличается от допуска расположения в целом?
Допуски расположения - это широкая группа: параллельность, перпендикулярность, соосность, симметричность, позиционность. Позиционный допуск - наиболее универсальный из них: он контролирует отклонение от теоретически точного положения в любом направлении.Что такое TP (True Position) в западных чертежах?
True Position — прямой аналог позиционного допуска по ASME Y14.5 (США). Вычисляется по той же формуле $$(TP = 2\sqrt{\Delta x^2 + \Delta y^2})$$. На американских чертежах обозначается символом ⊕ в рамке GD&T.Как выбрать степень точности по ГОСТ 24643-81?
Ориентируйтесь на технологический процесс: ЧПУ-фрезерование → 6–8 степень, сверление по кондуктору → 8–10 степень, литьё → 10–13 степень. Затем уточните у технолога, возможно ли это на конкретном оборудовании.Влияет ли температура на результат измерения?
Да, и значительно. Сталь расширяется примерно на 11–12 мкм на 1 °C на 1 м длины. Для детали 500 мм разница температуры в 5 °C даёт погрешность ~0,03 мм - это уже сопоставимо с жёсткими допусками. Поэтому эталонная температура измерений - 20 °C (ГОСТ 9249-59).Что делать, если деталь не укладывается в допуск?
Три варианта: (1) пересмотреть допуск, если он был задан с запасом; (2) исправить деталь (доработка, перемонтаж базирования); (3) оценить функциональность - иногда «бракованная» по допуску деталь вполне работоспособна, и допуск можно обоснованно ослабить через согласование с конструктором.Чем отличается формула для проверки детали от формулы расчёта допуска?
Это принципиально разные задачи. $$(T = 2\sqrt{\Delta x^2 + \Delta y^2})$$ - метрологическая: принимает отклонения координат центра, возвращает фактическое позиционное отклонение. $$(T_{\text{pos}} = D_{\text{min}} - d_{\text{max}})$$ - конструкторская: принимает предельные диаметры сопрягаемых деталей, возвращает максимально допустимый позиционный допуск для гарантированной сборки.
Что изучить дальше
- ГОСТ Р 53089-2008 - полный текст с примерами рисунков
- ГОСТ 24643-81.pdf - таблицы числовых значений для всех видов допусков
- ГОСТ 2.308-2011.pdf - правила нанесения допусков на чертежах
- ISO 1101:2017 - международная версия, необходима при экспортных поставках
- ASME Y14.5-2018 - американский стандарт GD&T, обязателен при работе с США и Канадой
Про ISO 1101:2017 - этр платный международный стандарт с защитой авторских прав, поэтому бесплатная полная версия в открытом доступе недоступна легально. Но можно скачать официальный образец (sample) - 10-15 страниц. ISO-1101-2017.pdf
Ситуация с ASME Y14.5-2018 аналогичная, но есть образец - ASME Y14.5-2018.pdf
Полезные ссылки:
А заказать механическую обработку деталей можно у нас
 :
:https://investsteel.ru/page/mexanicheskaya-obrabotka-metalla
-
Представьте, что вы заказали токарю деталь с отверстием. На чертеже указано: «Отверстие Ø10 мм с позиционным допуском 0,2 мм». Что это значит? Проще говоря, центр отверстия может отклониться от идеального места не больше чем на 0,2 мм - иначе деталь не подойдет для сборки. В этой теме постараюсь объяснить, как читать такие обозначения, как считать допуски и почему это важно для качества продукции.
Позиционный допуск - это не просто цифра на чертеже. Это договор между конструктором и производством: «центр этого отверстия имеет право отклониться от идеального места не более чем на столько-то». Если отклонение вышло за лимит - деталь идёт в брак, даже если на глаз всё выглядит нормально.
В этой статье - полный практический разбор: формулы, типы допусков, как читать рамку на чертеже, чем MMC отличается от RFS и какие допуски реально достижимы на разном оборудовании.
Зачем нужен позиционный допуск
Представьте: вы заказали корпус насоса с четырьмя крепёжными отверстиями Ø8 мм. Токарь просверлил аккуратно, каждое отверстие нужного диаметра. Но при сборке болты не входят - отверстия сдвинуты на 0,3 мм каждое. Деталь визуально «нормальная», но функционально - брак.
Именно для таких ситуаций существует позиционный допуск: он контролирует не размер элемента, а где он находится относительно базовых поверхностей.
Ключевые понятия:
- Теоретически точное положение - идеальные координаты элемента, заданные на чертеже в прямоугольных рамках (например, ⌗50 ⌗30 - значит 50 мм и 30 мм без собственного допуска)
- Поле допуска - зона, внутри которой должна находиться ось, плоскость или центр элемента
- База - поверхность или ось, от которой ведётся отсчёт (обозначается треугольником с буквой: ▽A)
- Фактическое положение - реальные координаты элемента после изготовления, полученные измерением
Нормативная база: ГОСТ и ISO
Позиционные допуски в России регулируются двумя ключевыми стандартами:
Стандарт Содержание Международный аналог ГОСТ Р 53089-2008 Правила установления и обозначения позиционных допусков ISO 5458:1998 ГОСТ 24643-81 Числовые значения допусков формы и расположения (таблицы, 16 степеней точности) ISO 2768 (частично) ГОСТ 2.308-2011 Правила указания допусков на чертежах (рамки, символы) ISO 1101:2017 Важно: ГОСТ Р 53089-2008 - прямое введение ISO 5458:1998. Если работаете с зарубежными партнёрами - требования совместимы.
Две принципиально разные задачи
Прежде чем переходить к формулам - важно понять, что в работе с позиционными допусками существуют две независимые задачи с разными формулами и разными входными данными. Их часто путают.
Задача Когда применяется Формула Входные данные Проверить деталь после изготовления Метрологический контроль, КИМ $$(T = 2\sqrt{\Delta x^2 + \Delta y^2})$$ Δx, Δy - отклонения центра по осям (мм) Рассчитать допуск при проектировании Конструирование, выбор посадок $$(T_{\text{pos}} = D_{\text{min}} - d_{\text{max}})$$ D_min - мин. диаметр отверстия, d_max - макс. диаметр болта ️ Калькулятор на tools.investsteel.ru реализует первую задачу - проверку готовой детали. Вводить туда диаметры отверстия и болта нельзя: он воспримет их как координатные отклонения в миллиметрах и выдаст бессмысленный результат (например, при вводе 10 и 7,97 вычислит $$(2\sqrt{10^2 + 7{,}97^2} \approx 25{,}58)$$ мм).
Формула 1: проверка готовой детали
Применяется после измерения на КИМ или другим инструментом. Фактическое позиционное отклонение — это диаметр наименьшей окружности, в которую вписывается смещение центра элемента.
Для плоского (2D) случая
$$T = 2\sqrt{\Delta x^2 + \Delta y^2}$$
Множитель 2 появляется потому, что поле допуска - это диаметр зоны, а не радиус. Ось отверстия должна лежать внутри цилиндра диаметром (T), и смещение считается от центра этого цилиндра.
Пример:
Измерили деталь на КИМ: центр отверстия сдвинулся на (\Delta x = 0{,}08) мм и (\Delta y = 0{,}12) мм от теоретически точного положения:
$$T = 2\sqrt{0{,}08^2 + 0{,}12^2} = 2\sqrt{0{,}0064 + 0{,}0144} = 2\sqrt{0{,}0208} \approx 0{,}288 \text{ мм}$$
Если в чертеже указан допуск ⊕ ⌀0,3 мм - деталь годная (0,288 < 0,300). Если ⌀0,25 мм - брак.
Именно эти значения (Δx и Δy в миллиметрах) нужно вводить в калькулятор.
Для пространственного (3D) случая
Когда ось трёхмерного элемента (например, глубокого отверстия) отклоняется по трём осям:
$$T = 2\sqrt{\Delta x^2 + \Delta y^2 + \Delta z^2}$$
Эта формула применяется при контроле на КИМ с пространственным сканированием оси.
Формула для группы элементов
Если нужно проверить, укладывается ли группа отверстий в суммарный позиционный допуск, применяют расширенную форму по ГОСТ Р 53089-2008:
$$T_i = 2\sqrt{(x_{i,\text{факт}} - x_{i,\text{ном}})^2 + (y_{i,\text{факт}} - y_{i,\text{ном}})^2}$$
где $$(x_{i,\text{факт}}), (y_{i,\text{факт}})$$ - фактические координаты центра $$(i)$$-го элемента; $$(x_{i,\text{ном}})$$, $$(y_{i,\text{ном}})$$ - теоретически точные координаты.
Формула 2: расчёт допуска при проектировании
Это конструкторская задача — определить, какой позиционный допуск можно задать, чтобы при сборке болт гарантированно вошёл в отверстие.
$$T_{\text{pos}} = D_{\text{min}} - d_{\text{max}}$$
где:
- $$(D_{\text{min}})$$ - наименьший предельный диаметр отверстия (нижний предел поля допуска отверстия)
- $$(d_{\text{max}})$$ - наибольший предельный диаметр болта/стержня (верхний предел)
Пример: отверстие Ø10,0⁺⁰˒²⁰ мм (значит D_min = 10,0 мм), болт М8 с телом Ø7,97 мм по ГОСТ 7798:
$$T_{\text{pos}} = 10{,}0 - 7{,}97 = 2{,}03 \text{ мм}$$
Это максимально допустимый позиционный допуск с точки зрения функции сборки. На практике конструктор задаёт 50–80% от этого значения — то есть ⌀1,0–1,6 мм — чтобы иметь запас на возможные отклонения.
️ Эту формулу нельзя использовать в калькуляторе tools.investsteel.ru - там другая задача. Данный расчёт делается вручную или в специализированных САПР.
Типы позиционных допусков
По направлению поля допуска
Тип Форма поля допуска Символ Применение Позиционный (многонаправленный) Цилиндр ⌀T ⊕ Отверстия под болты, штифты Позиционный (однонаправленный) Полоса шириной T ⊕ + стрелка Пазы, прорези Концентричность Окружность ◎ Валы, ступичные отверстия Симметричность Полоса ≡ Симметричные канавки, выточки Соосность Цилиндр ◎ Многоступенчатые валы Зависимый и независимый допуск
- Независимый допуск (RFS - Regardless of Feature Size) - значение допуска не меняется при любом действительном размере элемента. Это умолчание по ГОСТ.
- Зависимый допуск (MMC/LMC) - фактически допустимое отклонение увеличивается, если деталь изготовлена с отступом от предельного состояния. Обозначается символом ⓜ (MMC) или Ⓛ (LMC) после числа в рамке.
Пример зависимого допуска (MMC):
Отверстие Ø10⁺⁰˒²⁰ мм, позиционный допуск ⌀0,1 ⓜ. При MMC (Ø10,0 мм) допуск = 0,1 мм. При фактическом диаметре 10,15 мм допуск увеличивается:
$$T_{\text{факт}} = T_{\text{чертёж}} + (D_{\text{факт}} - D_{\text{MMC}}) = 0{,}1 + (10{,}15 - 10{,}0) = 0{,}25 \text{ мм}$$
Это позволяет сохранить деталь годной там, где при независимом допуске она была бы браком.
Как читать рамку допуска на чертеже
По ГОСТ 2.308-2011 геометрические допуски обозначаются в прямоугольной рамке, разделённой на 2–4 части.
┌────┬──────┬───┬───┐ │ ⊕ │ ⌀0.1 │ A │ B │ └────┴──────┴───┴───┘Секция Что записывается Пример 1-я Символ вида допуска ⊕ (позиционный) 2-я Числовое значение; ⌀ если поле цилиндрическое; ⓜ/Ⓛ если зависимый ⌀0,1 ⓜ 3-я Первичная база A 4-я (если есть) Вторичная база B Стрелка-указатель ведёт от рамки к элементу (оси, поверхности). Если стрелка упирается в продолжение размерной линии - допуск на ось. Если в саму поверхность - допуск на плоскость.
Теоретически точные размеры обозначаются в прямоугольных рамках без допуска: например,
⌗30означает «30 мм без отклонений» (отклонение учтено в рамке допуска).
Числовые значения по ГОСТ 24643-81
Стандарт устанавливает 16 степеней точности (от 1-й - наивысшей, до 16-й - грубейшей). Для позиционных допусков рекомендуемые степени и значения:
Степень точности Диапазон значений Типовое применение 4–5 0,004–0,012 мм Прецизионные приборы, авиационные компоненты 6–7 0,016–0,040 мм Ответственные узлы машин, ЧПУ-обработка 8–9 0,060–0,120 мм Серийное машиностроение, сверление на станках 10–11 0,160–0,300 мм Сварные и литые конструкции 12–13 0,400–0,800 мм Деревообработка, грубое литьё
Реальные допуски разных техпроцессов
Одна из главных ошибок при проектировании - задать допуск жёстче, чем позволяет оборудование. Практическое правило: допуск должен быть как минимум в 3–5 раз больше погрешности станка.
Технология Достижимая погрешность позиции Рекомендуемый мин. допуск КИМ (контрольная операция) ±0,002–0,005 мм - (только измерение) Обрабатывающий центр с ЧПУ ±0,005–0,020 мм ⌀0,05 мм Сверление на ЧПУ ±0,020–0,050 мм ⌀0,10 мм Сверление на ручном станке ±0,10–0,20 мм ⌀0,40 мм Литьё под давлением ±0,10–0,30 мм ⌀0,50 мм Горячая штамповка ±0,30–1,00 мм ⌀1,50 мм Сварка (разметка) ±0,50–2,00 мм ⌀3,00 мм
Методы измерения на производстве
Координатно-измерительные машины (КИМ)
Золотой стандарт контроля позиционных допусков. КИМ щупом или лазером определяет фактические координаты центров элементов, затем ПО рассчитывает $$(T)$$ по формуле и сравнивает с допуском. Погрешность измерения: ±0,001–0,005 мм. Минус: дорого, медленно, требует специалиста.Позиционные калибры (шаблонные щупы)
Быстро и дёшево для серии: набор штифтов, имитирующих болты в теоретически точном расположении. Если все штифты входят в отверстия без усилия — деталь годная. Точность ниже КИМ, но производительность выше на порядок.Оптические и лазерные системы
Применяются для крупных или плоских деталей. Лазерный трекер фиксирует точки на поверхности и строит 3D-модель фактического расположения. Удобен в авиа- и судостроении.Метрологическое правило
Перед измерением деталь обязательно:- очистить от стружки, масла, заусенцев
- выдержать при температуре 20 °C (эталонная температура по ГОСТ 9249-59)
- установить на базовые поверхности без деформации зажимами
Нарушение хотя бы одного пункта вносит систематическую погрешность, которая может «превратить» годную деталь в брак или наоборот.
Типичные ошибки при задании допусков
Ошибка 1: слишком жёсткий допуск без анализа процесса
Конструктор пишет ⌀0,02 мм - станок с ЧПУ даёт погрешность ±0,015 мм. Технически деталь нельзя изготовить стабильно. Решение: согласовывать допуски с технологом до выпуска чертежа.Ошибка 2: отсутствие баз
Без указания баз позиционный допуск теряет смысл: от чего считать отклонение? Всегда указывайте минимум одну первичную базу (плоскость, ось или точку).Ошибка 3: путаница между позиционным допуском и допуском размера
Допуск отверстия ⌀10⁺⁰˒²⁰ контролирует диаметр. Позиционный допуск ⊕ ⌀0,1 контролирует где находится центр отверстия. Это разные требования, они не заменяют друг друга.Ошибка 4: не учтена возможность зависимого допуска
В задачах сборки с зазором (болт в отверстии) применение MMC позволяет расширить реальный допуск для деталей с «запасом» по размеру. Игнорирование ⓜ завышает процент брака без выигрыша в функциональности.Ошибка 5: подстановка диаметров в калькулятор проверки детали
Калькулятор вида: $$(T = 2\sqrt{\Delta x^2 + \Delta y^2})$$ принимает отклонения координат в мм, а не диаметры деталей. Подстановка D и d даст бессмысленный результат (порядка десятков мм). Расчёт допуска по условию сборки: $$(T_{\text{pos}} = D_{\text{min}} - d_{\text{max}})$$ выполняется отдельно - вручную или в САПР.
Сравнение ГОСТ Р 53089-2008 и ISO 1101:2017
Аспект ГОСТ Р 53089-2008 ISO 1101:2017 Основа ISO 5458:1998 Самостоятельный стандарт Символы Совпадают Исходные Зависимые допуски ⓜ/Ⓛ Поддерживаются Поддерживаются Динамическая рамка допуска Нет Есть (с 2017) Применимость РФ, ЕАЭС Весь мир Совместимость Полная для базовых случаев - При работе с международными заказчиками (ЕС, Китай, США) используйте ISO 1101 и ASME Y14.5 - последний распространён в американской практике и отличается рядом нюансов в трактовке MMC.
Калькулятор
На сайте tools.investsteel.ru доступен онлайн-калькулятор для проверки готовой детали: введите фактические отклонения $$(\Delta x) и (\Delta y)$$ в мм (полученные с КИМ или другого измерительного инструмента), укажите допуск из чертежа — он мгновенно покажет, годна ли деталь.
️ Вводить диаметры отверстия и болта в этот калькулятор нельзя - это другая задача (расчет допуска при проектировании), которая решается формулой $$(T_{\text{pos}} = D_{\text{min}} - d_{\text{max}})$$ отдельно. tools.investsteel.ru/production/positional-tolerances
FAQ
Что такое «теоретически точный размер» и почему он в рамке?
Это номинальное расстояние от базы до элемента, которое не имеет собственного допуска - ошибка расположения целиком учтена в рамке позиционного допуска. Прямоугольная рамка вокруг размера означает: «этот размер точный, отклонение считай по рамке ⊕».Можно ли задать позиционный допуск без базы?
Формально можно для самосопрягаемых элементов (например, группа отверстий, расположенных симметрично относительно самих себя). Но на практике всегда рекомендуется явно указывать базу - это исключает разночтения с производством.Чем позиционный допуск отличается от допуска расположения в целом?
Допуски расположения - это широкая группа: параллельность, перпендикулярность, соосность, симметричность, позиционность. Позиционный допуск - наиболее универсальный из них: он контролирует отклонение от теоретически точного положения в любом направлении.Что такое TP (True Position) в западных чертежах?
True Position — прямой аналог позиционного допуска по ASME Y14.5 (США). Вычисляется по той же формуле $$(TP = 2\sqrt{\Delta x^2 + \Delta y^2})$$. На американских чертежах обозначается символом ⊕ в рамке GD&T.Как выбрать степень точности по ГОСТ 24643-81?
Ориентируйтесь на технологический процесс: ЧПУ-фрезерование → 6–8 степень, сверление по кондуктору → 8–10 степень, литьё → 10–13 степень. Затем уточните у технолога, возможно ли это на конкретном оборудовании.Влияет ли температура на результат измерения?
Да, и значительно. Сталь расширяется примерно на 11–12 мкм на 1 °C на 1 м длины. Для детали 500 мм разница температуры в 5 °C даёт погрешность ~0,03 мм - это уже сопоставимо с жёсткими допусками. Поэтому эталонная температура измерений - 20 °C (ГОСТ 9249-59).Что делать, если деталь не укладывается в допуск?
Три варианта: (1) пересмотреть допуск, если он был задан с запасом; (2) исправить деталь (доработка, перемонтаж базирования); (3) оценить функциональность - иногда «бракованная» по допуску деталь вполне работоспособна, и допуск можно обоснованно ослабить через согласование с конструктором.Чем отличается формула для проверки детали от формулы расчёта допуска?
Это принципиально разные задачи. $$(T = 2\sqrt{\Delta x^2 + \Delta y^2})$$ - метрологическая: принимает отклонения координат центра, возвращает фактическое позиционное отклонение. $$(T_{\text{pos}} = D_{\text{min}} - d_{\text{max}})$$ - конструкторская: принимает предельные диаметры сопрягаемых деталей, возвращает максимально допустимый позиционный допуск для гарантированной сборки.
Что изучить дальше
- ГОСТ Р 53089-2008 - полный текст с примерами рисунков
- ГОСТ 24643-81.pdf - таблицы числовых значений для всех видов допусков
- ГОСТ 2.308-2011.pdf - правила нанесения допусков на чертежах
- ISO 1101:2017 - международная версия, необходима при экспортных поставках
- ASME Y14.5-2018 - американский стандарт GD&T, обязателен при работе с США и Канадой
Про ISO 1101:2017 - этр платный международный стандарт с защитой авторских прав, поэтому бесплатная полная версия в открытом доступе недоступна легально. Но можно скачать официальный образец (sample) - 10-15 страниц. ISO-1101-2017.pdf
Ситуация с ASME Y14.5-2018 аналогичная, но есть образец - ASME Y14.5-2018.pdf
Полезные ссылки:
А заказать механическую обработку деталей можно у нас
:https://investsteel.ru/page/mexanicheskaya-obrabotka-metalla
@Kirilljs Неплохо было бы написать калькулятор как считаешь?

-
@Kirilljs Неплохо было бы написать калькулятор как считаешь?
@locolizator Можно будет заняться на выходных, пока аврал

-
@Kirilljs Неплохо было бы написать калькулятор как считаешь?
@locolizator Ну я сделал в итоге калькулятор:
https://tools.investsteel.ru/calculators/positional-tolerances

Здравствуйте! Похоже, вас заинтересовал этот пост, но у вас ещё нет аккаунта.
Надоело каждый раз пролистывать одни и те же посты? Зарегистрировав аккаунт, вы всегда будете возвращаться на ту же страницу, где были раньше, и сможете выбирать, получать ли уведомления о новых ответах (по электронной почте или в виде push-уведомлений). Вы также сможете сохранять закладки и ставить лайки постам, чтобы выразить свою благодарность другим участникам сообщества.
С вашими комментариями этот пост мог бы стать ещё лучше 💗
Зарегистрироваться Войти
© 2022 - 2026 InvestSteel, Inc. Все права защищены.