Контроль качества металлоконструкций: методы и стандарты
-
Контроль качества металлоконструкций — это не просто формальность, а критическая составляющая производственного процесса. От того, насколько тщательно проверяются материалы и готовые изделия, зависит надежность всей конструкции и безопасность объекта в целом.
Эта статья поможет разобраться в основных методах контроля, нормативных требованиях и практических подходах к проверке качества. Знание этих принципов пригодится как производителям, так и специалистам на строительных площадках.
Три этапа контроля: от сырья до монтажа
Контроль качества металлоконструкций происходит не в один момент, а проходит через несколько последовательных этапов. Каждый из них выполняет свою задачу и основан на соответствующих нормативных документах. Понимание этих этапов помогает выявить проблемы как можно раньше, когда их еще можно исправить без серьезных потерь.
Вся система разработана так, чтобы ни один дефект не прошел незамеченным. Входной контроль проверяет исходные материалы, операционный отслеживает процесс производства, а приемочный подтверждает соответствие готовой продукции всем требованиям. Каждый этап имеет свои методы и критерии.
Входной контроль: проверка материалов и документации
Входной контроль начинается с момента поступления материалов на производство. Это первая защита от брака, которая предотвращает использование некачественного сырья в дальнейшем производстве. На этом этапе проверяются не только сами материалы, но и вся сопроводительная документация.
Специалисты осматривают поступившие материалы и сравнивают их характеристики с требованиями проектной документации. Если обнаружены несоответствия или дефекты, такие материалы отправляют на выбраковку и не допускают к использованию. Это предотвращает каскадное распространение проблем через весь производственный процесс.
При входном контроле проверяются:
- Наличие и соответствие сертификатов качества и паспортов на материалы заявленным характеристикам
- Соответствие марок стали и других материалов проектным требованиям
- Внешний осмотр материалов на предмет видимых повреждений, деформаций и коррозии
- Проверка условий транспортировки и хранения материалов на складах
- Оценка качества крепежей, сварочных электродов и других расходников
- Чистота крепежных отверстий и отсутствие в них наплывов краски или цинка
Вход контроль регламентируется ГОСТ 24297 и другими стандартами, которые определяют требования к поступающим материалам и процедуры их проверки.
Операционный контроль: мониторинг процесса производства
Операционный контроль проводится непосредственно во время производства на всех технологических этапах. Это текущая проверка, которая позволяет корректировать процесс в реальном времени и не допустить накопления дефектов. Такой подход значительно эффективнее, чем выявление проблем уже в готовом изделии.
На этапе операционного контроля ответственные специалисты оценивают качество выполняемых операций, проверяют геометрические размеры элементов, состояние поверхностей и качество сварных соединений. Если обнаружены отклонения, процесс останавливают и принимают меры по устранению проблемы. Это может быть переделка элемента, дополнительная обработка или передача на брак.
Операционный контроль включает:
- Проверку соответствия размеров отдельных элементов и сборочных единиц
- Оценку качества поверхности стальных конструкций после механической обработки
- Контроль состояния сварных соединений с использованием специальных методов
- Проверку состояния защитных покрытий перед окраской
- Выборочную или сплошную проверку одного элемента из партии на наличие дефектов
- Испытание предварительным напряжением для проверки прочности соединений
Этот этап регулируется техническими регламентами завода-изготовителя и соответствующими ГОСТами для каждого типа операции.
Приемочный контроль: финальная проверка перед отгрузкой
Приемочный контроль — это заключительный этап проверки на производстве. Он проводится на основе результатов входного и операционного контроля и служит подтверждением того, что изделие полностью соответствует всем требованиям. После успешного приемочного контроля конструкции готовы к отгрузке и монтажу на объекте.
На этом этапе проверяются готовые металлоконструкции как в целом, так и по отдельным компонентам. Проверка может быть выборочной, когда контролируется определенный процент от партии, или сплошной, когда проверяется каждое изделие. Результаты приемочного контроля закрепляются документально и служат основанием для выдачи сертификата соответствия.
При приемочном контроле оценивают:
- Комплектность и соответствие маркировки требованиям заказа
- Отсутствие видимых деформаций и повреждений после транспортировки
- Качество всех сварных соединений и болтовых креплений
- Правильность выполнения покрасочных и антикоррозийных работ
- Итоговые размеры и геометрию конструкции
- Наличие всей необходимой документации и сертификатов
Методы контроля: инструменты для выявления дефектов
В современном производстве используется разнообразный набор методов для проверки качества. Каждый метод имеет свои преимущества и применяется в зависимости от типа дефекта, который нужно выявить. Комбинирование разных методов обеспечивает наиболее полный и надежный контроль.
Визуально-измерительный контроль остается одним из самых распространенных и доступных методов. Он не требует сложного оборудования и может проводиться на всех этапах производства и монтажа. Однако он имеет ограничения и не всегда позволяет выявить внутренние дефекты.
Визуально-измерительный контроль
Этот метод основан на внешнем осмотре конструкции и измерении ее параметров с помощью простых инструментов. Специалист визуально оценивает наличие трещин, сколов, деформаций и других видимых дефектов, а затем проверяет размеры и форму элементов. Это простой, но эффективный способ выявления грубых ошибок.
Для визуально-измерительного контроля используются стандартные инструменты, которые есть почти на каждом предприятии. Проверку можно проводить быстро, не требуется сложная подготовка или специальное обучение персонала. Однако этот метод не позволяет обнаружить внутренние дефекты и требует хорошего освещения и доступа к контролируемому объекту.
Инструменты и приемы визуально-измерительного контроля:
- Штангенциркули и микрометры для точных линейных измерений с точностью до долей миллиметра
- Рулетки и линейки для определения общих размеров и расстояний между элементами
- Угломеры для контроля углов наклона, сварных швов и других угловых отклонений
- Шаблоны и калибры для проверки сложных профилей и соответствия допускам
- Лупы и микроскопы для детального осмотра сварных швов и поверхностных дефектов
- Измерители шероховатости и профилометры для оценки качества обработки поверхности
Неразрушающие методы контроля
Неразрушающие методы позволяют выявлять дефекты без повреждения изделия. Это особенно важно для ответственных конструкций, где каждый элемент имеет высокую стоимость и критичен для безопасности. Такие методы могут обнаруживать как поверхностные, так и внутренние дефекты.
Ультразвуковой контроль — один из наиболее эффективных методов для выявления внутренних дефектов. Ультразвуковые волны проходят через материал и отражаются от дефектов, что позволяет обнаружить трещины, пустоты, включения и другие аномалии. Метод основан на использовании специального оборудования — импульсного дефектоскопа или аппаратно-программного комплекса с преобразователями.
Магнитопорошковый метод применяется для контроля ферромагнитных материалов, то есть в основном для стальных конструкций. Метод основан на создании магнитного поля в материале и нанесении на поверхность магнитной суспензии. Частицы суспензии собираются вокруг дефектов и образуют характерный рисунок, который указывает на наличие проблемы. Этот метод может выявлять очень мелкие дефекты размером от нескольких микрон.
Основные неразрушающие методы контроля:
- Ультразвуковая дефектоскопия - обнаружение трещин, пустот и внутренних включений в глубине материала
- Магнитопорошковая дефектоскопия - выявление поверхностных и подповерхностных дефектов в стальных конструкциях
- Цветная дефектоскопия - обнаружение очень мелких поверхностных трещин и дефектов с помощью специальных красящих жидкостей
- Радиографический контроль - внутренний осмотр сварных швов с помощью рентгеновского излучения
- Контроль герметичности - проверка сварных швов на герметичность с помощью керосина, вакуума или давления
Контроль сварных соединений
Сварные соединения — это критические точки в металлоконструкциях, так как именно здесь часто возникают дефекты, которые могут привести к разрушению конструкции. Поэтому контроль качества сварки требует особого внимания и применения специализированных методов. Перед началом сварочных работ проверяются зазоры и смещения кромок элементов согласно требованиям ГОСТ 11533, 5264, 8713 и других нормативов.
Для контроля качества сварных соединений требуется входной и операционный контроль, проводящиеся до окрашивания конструкций. Испытания механических свойств металла сварных соединений проводят согласно ГОСТ 6996. На сварных швах могут возникать такие дефекты, как непровары, проплавы, трещины, поры и включения. Каждый из этих дефектов может снизить прочность конструкции.
Методы контроля сварных соединений:
- Визуально-измерительный контроль по РД 03-606-03 - осмотр геометрии швов, их ширины, высоты и ровности
- Ультразвуковой контроль с использованием импульсного дефектоскопа и специализированных аппаратно-программных комплексов
- Преобразователи по ГОСТ 55725 для точной локализации дефектов
- Использование настроечных образцов для калибровки оборудования
- Механические испытания образцов из сварных соединений
Стандарты и нормативная база
Контроль качества металлоконструкций регламентируется строгой системой нормативных документов. Эти стандарты определяют требования к материалам, процессам производства, методам контроля и критериям приемки. Знание и соблюдение этих документов обязательно для получения сертификата соответствия и допуска продукции на рынок.
Нормативная база постоянно развивается и совершенствуется. Предприятия должны отслеживать изменения в стандартах и обновлять свои процессы в соответствии с новыми требованиями. Игнорирование нормативных требований может привести к отказу в приемке продукции и проблемам при эксплуатации конструкции.
Основные нормативные документы:
- ГОСТ 23118-2019 - основной стандарт для контроля качества металлоконструкций, определяет методы и критерии приемки
- ГОСТ 24297 - входной контроль готовой продукции, крепежей и сырья
- СП 53-101-98 - отраслевые правила, регулирующие процессы проектирования и контроля
- ГОСТ 6996 - испытание механических свойств металла сварных соединений
- ГОСТ 11533, 5264, 8713, 11534 - требования к подготовке кромок и зазорам при сварке
- РД 03-606-03 - методика визуально-измерительного контроля сварных швов
- ГОСТ 55725 - преобразователи для ультразвукового контроля
- ГОСТ 21.501 и 21.502 - требования к рабочей документации и техническим чертежам
- Федеральный закон №384-ФЗ - требования к безопасности строительных конструкций
Документ Область применения Основные требования ГОСТ 23118-2019 Контроль качества МК Методы, этапы, критерии приемки ГОСТ 24297 Входной контроль Проверка материалов, крепежей СП 53-101-98 Производство и монтаж Правила и процедуры ГОСТ 6996 Сварные соединения Механические испытания РД 03-606-03 Контроль сварки Визуально-измерительные методы Современные подходы: цифровизация контроля
Современная промышленность все больше внедряет цифровые технологии в процесс контроля качества. Цифровой контроль геометрии позволяет быстро и точно фиксировать фактическую форму и размеры изделий и сравнивать их с проектной моделью. Это переводит контроль из разряда формальной проверки в полноценный инструмент управления производственным процессом.
Такие системы позволяют выявлять отклонения на ранних стадиях производства, что дает возможность немедленно принять меры по их устранению. Накопленные данные можно анализировать для выявления тенденций и предотвращения возможных проблем в будущем. Это повышает эффективность производства и снижает количество брака.
Цифровой контроль решает следующие задачи:
- Быстро и точно фиксирует фактическую форму и размеры изделий с высокой точностью
- Сравнивает полученные данные с проектной моделью в автоматическом режиме
- Выявляет отклонения на ранних стадиях производства, когда их еще можно исправить
- Генерирует подробные отчеты о качестве для анализа и документирования
- Интегрируется с системами управления производством для оптимизации процессов
Практические аспекты: что проверять и как документировать
На практике процесс контроля требует четкой организации и внимательного соблюдения процедур. Специалисты, проводящие контроль, должны быть обучены и иметь соответствующие компетенции. Все результаты контроля должны быть задокументированы и сохранены как доказательство соответствия продукции требованиям.
Основной инструмент для организации контроля — это чек-листы, которые содержат полный перечень проверяемых параметров. Использование стандартизированных чек-листов обеспечивает единообразность контроля и снижает вероятность пропуска важных параметров. После проведения контроля все данные должны быть занесены в соответствующие документы.
Чек-лист для входного контроля металлоконструкций:
- Наличие паспорта качества на партию (оригинал или скан)
- Соответствие марок стали и других материалов проектным требованиям (по сертификатам)
- Чистота крепежных отверстий и отсутствие в них наплывов краски или цинка
- Отсутствие видимых деформаций элементов после транспортировки
- Проверка геометрических размеров согласно проектной документации
- Оценка состояния защитных покрытий (если применимо)
- Проверка маркировки и комплектности поставки
- Внешний осмотр на предмет коррозии и повреждений
Роль специалистов и обучение персонала
Качество контроля зависит в значительной степени от компетентности специалистов, которые его проводят. Проверяющие должны хорошо понимать требования стандартов, владеть методами контроля и иметь опыт работы с соответствующим оборудованием. Регулярное обучение и повышение квалификации — необходимые условия для поддержания высокого уровня контроля.
Важный момент - контроль качества не должен восприниматься как дополнительная нагрузка на производство. Напротив, это инвестиция в качество и надежность продукции, которая окупается через снижение количества отказов и претензий. Предприятия, серьезно относящиеся к контролю, имеют лучшую репутацию и получают больше заказов.
Выводы и будущие развития
Процесс контроля качества металлоконструкций - это комплексная система, в которой каждый элемент имеет значение. От входного контроля материалов до приемки готовой продукции, каждый этап проверки выполняет важную роль в обеспечении надежности конструкции. Использование как традиционных визуально-измерительных методов, так и современных неразрушающих технологий позволяет выявлять дефекты на всех уровнях.
Будущее контроля качества связано с дальнейшей цифровизацией и автоматизацией процессов. Системы искусственного интеллекта и машинного обучения позволят еще точнее прогнозировать возможные проблемы и оптимизировать производственные процессы. Однако человеческий опыт и экспертизе всегда будут оставаться незаменимыми в этой области.
Здравствуйте! Похоже, вас заинтересовал этот пост, но у вас ещё нет аккаунта.
Надоело каждый раз пролистывать одни и те же посты? Зарегистрировав аккаунт, вы всегда будете возвращаться на ту же страницу, где были раньше, и сможете выбирать, получать ли уведомления о новых ответах (по электронной почте или в виде push-уведомлений). Вы также сможете сохранять закладки и ставить лайки постам, чтобы выразить свою благодарность другим участникам сообщества.
С вашими комментариями этот пост мог бы стать ещё лучше 💗
Зарегистрироваться Войти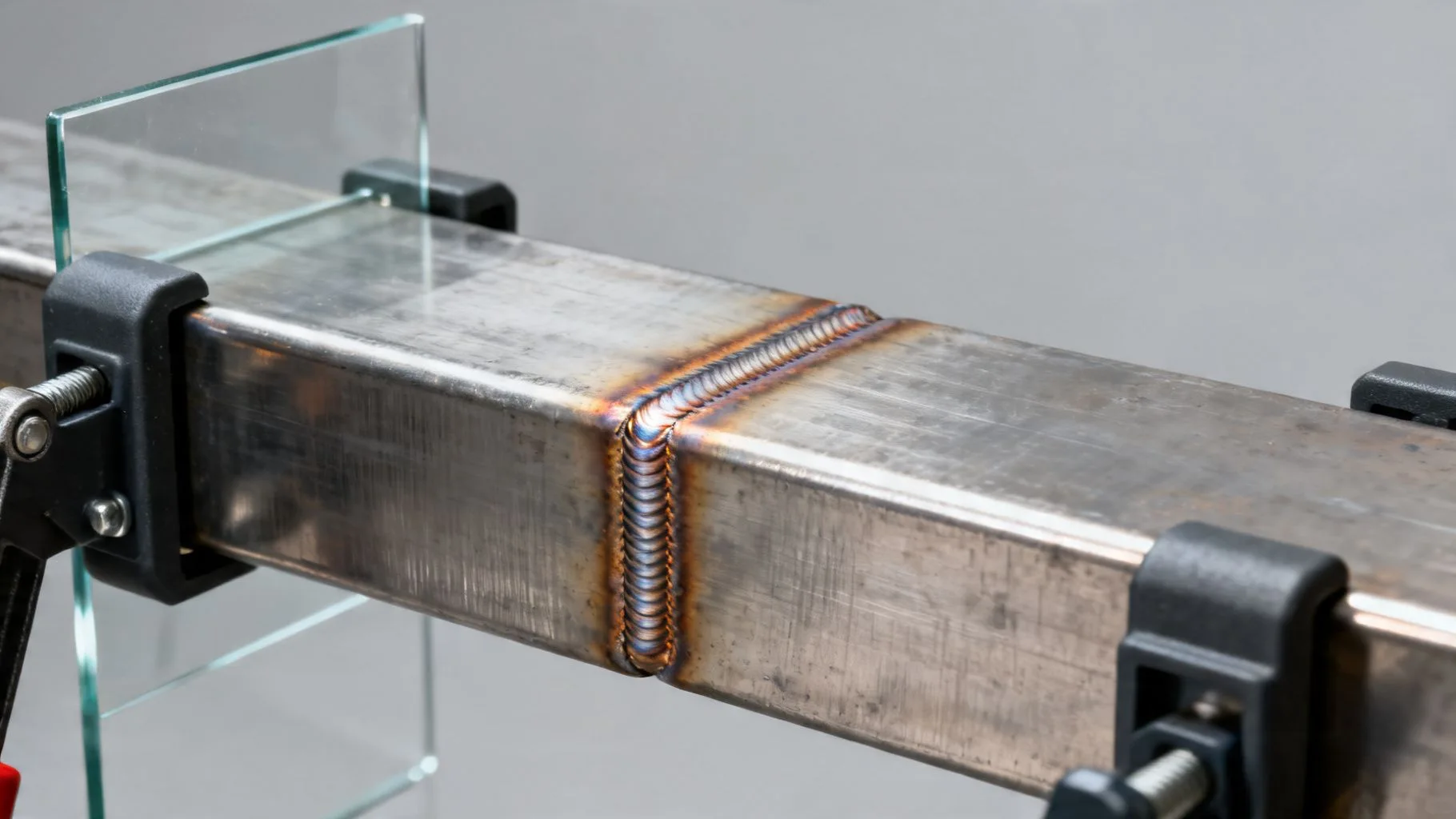
© 2022 - 2026 InvestSteel, Inc. Все права защищены.