Бесплатный курс: Как начать программировать станки с ЧПУ - Часть 7
-
Понятия номеров программ и программных блоков (кадров) в ЧПУ
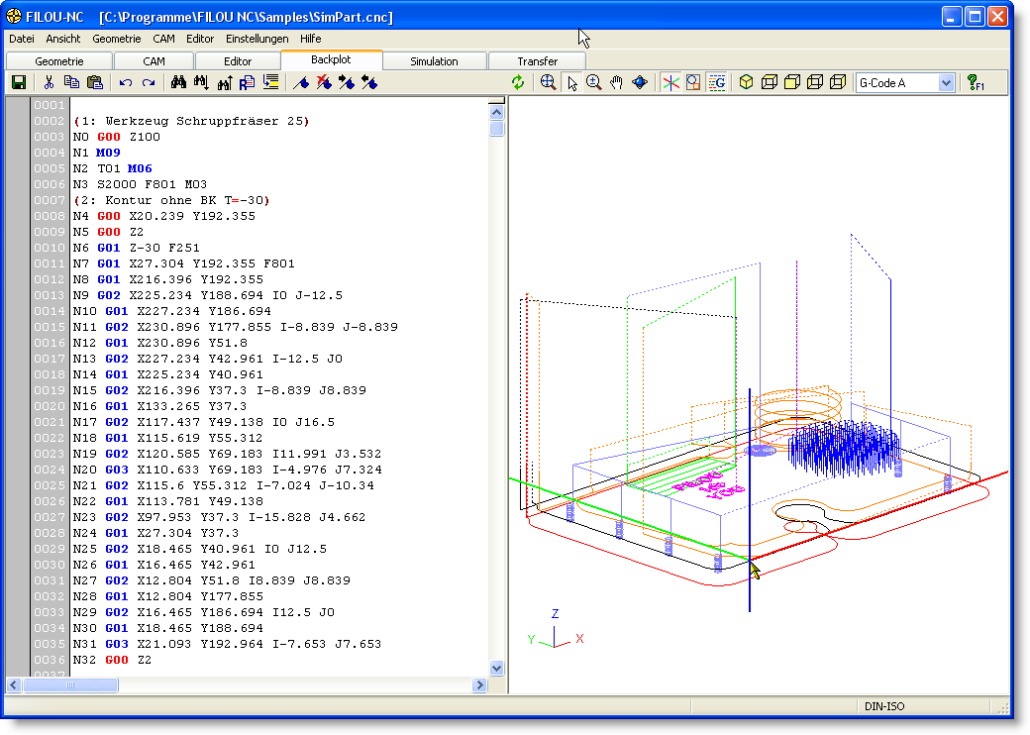
Эти элементы являются структурными составляющими управляющей программы. Коды начала и номера программ служат для идентификации и управления программой.
Номера кадров организуют последовательность операций. Компенсация длины инструмента используется для обеспечения точности перемещения инструмента вдоль оси, а автоматическая коррекция радиуса инструмента — для учета радиуса инструмента и получения требуемой формы.
Важно понимать порядок указания этих элементов в программе. Часто компенсация длины инструмента указывается перед автоматической коррекцией радиуса инструмента, так как неправильная последовательность может привести к ошибкам.
Номера программы (Program Numbers)
Цель:
Каждая программа ЧПУ однозначно идентифицируется по номеру программы. Это позволяет системе управления различать различные программы, хранящиеся в памяти станка, и выбирать нужную для выполнения.Формат:
Формат номера программы зависит от производителя системы управления ЧПУ. К распространенным форматам относятся:- O####: Используется в системах Fanuc. За префиксом «O» следует номер программы.
- Примеры:
O100,O0050.
- Примеры:
- N####: В некоторых системах первая строка программы начинается с номера “N”, который также может служить идентификатором программы.
- Примеры:
N100,N12345.
- Примеры:
- Другие соглашения: Некоторые системы используют префиксы, такие как «P» или другие буквенно-цифровые идентификаторы.
Последовательная нумерация:
Номера программ обычно присваиваются последовательно для удобства организации (например,O0001,O0002,O0003). Хотя строгая последовательность не обязательна, это считается хорошей практикой, так как упрощает управление и поиск программ.Хранение и извлечение:
Номер программы используется станком с ЧПУ для извлечения программы из памяти и её выполнения.
Кадры УП (программные блоки или кадры)
Цель:
Программный блок, или кадр, — это одна строка кода в программе ЧПУ. Каждый блок содержит инструкции по конкретной операции на станке, такой как перемещение инструмента, изменение скорости, смена инструмента или активация вспомогательных функций.
Структура:
Типовой блок включает в себя следующие элементы:
-
Порядковый номер (N):
Порядковый номер, присваиваемый каждому блоку для упорядочивания выполнения операций. Это имеет решающее значение для того, чтобы машина обрабатывала команды в правильном порядке.- Примеры:
N10,N20,N30.
- Примеры:
-
G-коды:
Эти коды определяют тип движения или механизма (например, линейное, круговое и т.д.). -
Значения координат (X, Y, Z):
Они задают целевое положение для движений инструмента. -
Скорость подачи (F):
Задает скорость перемещения инструмента. -
Скорость вращения шпинделя (S):
Задает скорость вращения шпинделя. -
Другие коды (M-коды и т.д.):
Управляют различными функциями станка (включение/выключение СОЖ, смена инструмента и т.д.).
Пример:
N10 G01 X10.0 Y20.0 F100Этот блок указывает машине выполнить линейную интерполяцию до координат
X=10.0,Y=20.0при скорости подачиF100.Последовательное выполнение:
Станок с ЧПУ выполняет программные блоки последовательно в соответствии с их порядковыми номерами, если только конкретные команды (прыжки, подпрограммы и т.д.) не изменяют поток выполнения.Связь:
- Номера программ идентифицируют всю программу, выступая в качестве контейнера или идентификатора.
- Программные блоки (кадры) — это отдельные инструкции внутри этой программы.
Вместе они образуют полную программу ЧПУ, которая управляет работой станка.
- O####: Используется в системах Fanuc. За префиксом «O» следует номер программы.
Здравствуйте! Похоже, вас заинтересовал этот пост, но у вас ещё нет аккаунта.
Надоело каждый раз пролистывать одни и те же посты? Зарегистрировав аккаунт, вы всегда будете возвращаться на ту же страницу, где были раньше, и сможете выбирать, получать ли уведомления о новых ответах (по электронной почте или в виде push-уведомлений). Вы также сможете сохранять закладки и ставить лайки постам, чтобы выразить свою благодарность другим участникам сообщества.
С вашими комментариями этот пост мог бы стать ещё лучше 💗
Зарегистрироваться Войти

© 2022 - 2026 InvestSteel, Inc. Все права защищены.