Зачем очищать профильную трубу
-
Отчистка профильных труб от ржавчины и окалины - это ключевой этап подготовки металлопроката к покраске, цинкованию, сварке и эксплуатации в агрессивных средах. При серийном производстве ручных методов быстро не хватает, поэтому все чаще применяют специализированные зачистные станки для профильной трубы.
- Коррозия и окалина резко снижают адгезию покрытий и срок службы металлоконструкций.
- Перед покраской и цинкованием обязательно проводят очистку, обезжиривание и при необходимости травление металла.
- Для профильных труб применяют механическую очистку (щетки, абразив, пескоструй), химическую (кислотное травление) и комбинированные схемы.
- В промышленности широко используются зачистные станки, обеспечивающие обработку 2-4 сторон профиля за один проход при скорости до 2-8,5 м/мин.
- Специализированные станки для профильной трубы позволяют стабильно достигать степени очистки до условного уровня SA-2.5 по ГОСТ при минимальных затратах на ручной труд.
Зачем очищать профильную трубу
Профильная труба часто используется в ответственных металлоконструкциях: каркасы зданий, ограждения, стеллажи, навесы, несущие фермы. Любые остатки ржавчины, окалины, масла или консервационных пленок приводят к типовым проблемам:
- Отслоение краски и цинкового слоя.
- Локальные очаги коррозии под покрытием.
- Плохое качество сварных швов и зоны термического влияния.
- Снижение ресурса конструкции и рост затрат на сервис.
Поэтому грамотная подготовка поверхности профильной трубы перед дальнейшей обработкой - это уже не «желательно», а фактически обязательный технологический этап.
Основные виды загрязнений на профильных трубах
-
Ржавчина (коррозия)
- Возникает при хранении без защиты или с повреждением консервационной пленки.
- Может быть поверхностной (свежая рыжая ржавчина) и глубокой (ямочная коррозия).
-
Окалина
- Образуется при горячей прокатке и термообработке, представляет собой твердый, прочно держащийся слой окислов.
- Значительно ухудшает адгезию и мешает равномерному нанесению покрытия.
-
Консервационные масла и смазки
- Остатки технологических смазок, СОЖ, консервационных масел после производства и хранения.
- Требуют обязательного обезжиривания перед любыми последующими операциями.
-
Пыль, грязь, строительный мусор
- Типично для стройплощадок и открытых складов.
- В сочетании с влагой ускоряют коррозию и мешают качественной зачистке.
Этапы подготовки профильной трубы перед обработкой
Для качественной подготовки профильной трубы к покраске, цинкованию или другим видам финишной обработки используют последовательность технологических шагов:
- Механическое удаление ржавчины и окалины
- Удаление пыли и продуктов зачистки
- Обезжиривание и промывка
- При необходимости - травление и флюсование (перед горячим цинкованием).
- Сушка поверхности
- Нанесение грунта, краски или другого покрытия.
Каждый этап влияет на результат, а экономия на подготовке обычно оборачивается проблемами уже на эксплуатации конструкции.
Методы очистки профильных труб от ржавчины и окалины
1. Ручная механическая очистка
Используется в мелких мастерских, на монтаже, при разовых работах.
- Металлические щетки (ручные, насадки на дрель/болгарку).
- Лепестковые, корд-щетки, абразивные круги.
- Шлифовальные машинки и УШМ с различными насадками.
Плюсы:
- Низкий стартовый порог по оборудованию.
- Гибкость - можно «подлезть» в сложные места.
Минусы:
- Низкая производительность, высокая трудоемкость.
- Зависимость качества от квалификации рабочего.
- Трудно обеспечить одинаковую степень очистки по всей длине трубы.
2. Пескоструйная и дробеструйная очистка
Применяется для крупногабаритных конструкций и массовой очистки металлопроката.
- Используется абразив: песок, дробь, корунд и др…
- При правильной настройке можно достигать высокой степени очистки поверхности.
Плюсы:
- Высокая скорость и равномерность зачистки.
- Возможность обработки сложных профилей и сварных узлов.
Минусы:
- Потребность в камере, вентиляции и системе пылеудаления.
- Повышенный износ оборудования и расход абразива.
- Требования к безопасности (пыли, шум, абразив).
3. Химическая очистка и травление
Химические составы (кислотные и щелочные) выполняют:
- Обезжиривание.
- Удаление окалины и коррозии (кислотное травление).
Плюсы:
- Хорошо работает для сложных профилей, внутренних полостей.
- Можно добиться стабильного результата по всей поверхности.
Минусы:
- Требуются ванны, системы вентиляции, очистки стоков.
- Необходимо строгое соблюдение техники безопасности.
- Чаще применяется как часть большого цехового цикла (например, перед горячим цинкованием).
4. Специализированные зачистные станки для профильной трубы
Это оптимальное решение для серийной очистки профильной трубы от ржавчины и окалины перед покраской, порошковым окрашиванием, цинкованием или сваркой.
Типовые особенности таких станков:
- Обработка наружных поверхностей профильных труб (20х20 до 80-100х100 мм в распространенных моделях).
- Одновременная обработка 2 или 4 сторон за один проход.
- Механизированная подача и протяжка трубы.
- Возможность подключения промышленного пылесоса или аспирации для удаления продуктов зачистки.
Плюсы:
- Стабильное качество зачистки по всей длине.
- Существенный рост производительности (до тысяч метров в смену).
- Снижение влияния «человеческого фактора».
Минусы:
- Необходимость выделенного места в цеху и подключения электропитания.
- Требуется первичная наладка под типоразмеры профиля.
Типовые параметры промышленных станков очистки труб
Ниже приведены типовые характеристики промышленных станков для очистки профильной трубы от ржавчины (на примере нескольких моделей с открытого рынка).
Основные характеристики
Параметр Типичные значения Обрабатываемый размер профильной трубы от 15-20 до 80-100 мм по стороне Количество одновременно обрабатываемых сторон 2 или 4 Скорость подачи 2-3 м/мин у компактных моделей, до 8,5 м/мин у более мощных Тип обработки стальные щетки, абразивные элементы Механизация подачи механическая или автоматическая протяжка Мощность основного двигателя около 1,5-3,2 кВт и выше Возможность работы с круглой трубой часто доступна как опция или конструктивная возможность Такие станки занимают отдельную нишу между «ручной болгаркой» и полноформатным дробеструйным цехом, позволяя малому и среднему производству поднять качество подготовки металлопроката до промышленного уровня.
Где применяются станки для очистки профильной трубы
Использование специализированных станков для зачистки профильных труб востребовано в следующих сегментах:
- Производство металлоконструкций (каркасы, фермы, навесы, эстакады).
- Серийное изготовление ворот, заборов, ограждений.
- Лестничные марши, перила, торговое оборудование.
- Подготовка труб перед порошковой покраской или горячим цинкованием.
- Заготовительные участки машиностроительных и строительных организаций.
Во всех этих случаях важно не только «снять ржавчину», но и обеспечить стабильный, воспроизводимый результат с понятной производительностью.
Визуализация: цепочка подготовки профильной трубы
Ниже - условная схема типового процесса подготовки профильной трубы к покраске или цинкованию (как его видят большинство цехов):
- Приход металлопроката со склада (труба с ржавчиной, окалиной, маслом).
- Грубая зачистка ржавчины и окалины:
- либо ручным инструментом,
- либо на специализированном зачистном станке.
- Удаление пыли и продуктов зачистки (щетки, обдув, аспирация).
- Обезжиривание и, при необходимости, химическая обработка (травление, флюсование).
- Сушка.
- Нанесение грунта и лакокрасочного покрытия или погружение в ванну цинкования.
Такая простая логика позволяет встроить станок очистки профильной трубы непосредственно в поточную линию: «резка - зачистка - покраска/цинкование».
Как выбрать оборудование для очистки профильных труб
При выборе станка для очистки профильной трубы от ржавчины и окалины стоит учитывать несколько ключевых критериев:
-
Диапазон сечений профильной трубы
- Минимальный и максимальный размер стороны профиля (например, от 20х20 до 80х80 или до 100х100 мм).
- Наличие возможностей работы с небольшими сечениями, если вы используете тонкий профиль.
-
Количество обрабатываемых сторон
- 2 стороны: достаточно для небольших объемов и менее требовательных задач.
- 4 стороны: оптимально для серийной подготовки перед покраской и цинкованием.
-
Скорость подачи и производительность
- Для небольших производств достаточно 2-3 м/мин.
- Для высоких объемов и поточных линий необходима скорость 5-8,5 м/мин и более.
-
Тип щеток/абразива и расходники
- Наличие стандартных щеток и расходных элементов на рынке.
- Прогнозируемая стоимость обработки одного погонного метра трубы.
-
Интеграция с аспирацией и промышленным пылесосом
- Наличие патрубков и места подключения.
- Уровень запыленности рабочей зоны.
-
Габариты и условия установки
- Длина линии (учитывая подающие и выходные ролики).
- Наличие свободного места на заготовительном участке.
Где купить специализированное оборудование?
При разработке технологической цепочки подготовки профильной трубы к покраске или цинкованию наиболее рациональным решением часто становится включение в линию специализированного станка для очистки профильной трубы. В этом случае оператор получает стабильную степень зачистки, а конструктор - прогнозируемый ресурс конструкции за счет правильной подготовки металла.
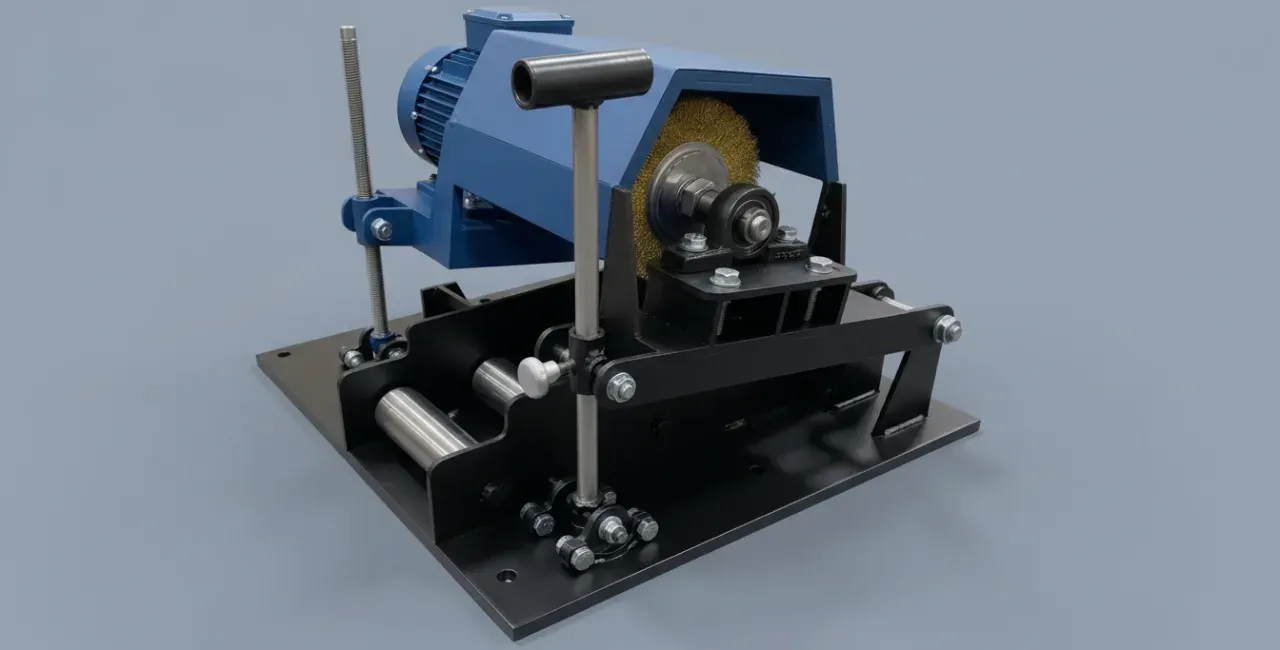
В качестве примера такого оборудования можно рассмотреть станок очистки профильной трубы, представленный на сайте Corefab:
на сайте CorefabТакой класс станков ориентирован именно на работу с профильными трубами, поддерживает типовые размеры, обеспечивает механизированную подачу и позволяет встроить очистку в стандартный цикл заготовительного производства.
Практические рекомендации для цеха
Чтобы извлечь максимум пользы из внедрения механизированной зачистки профильной трубы, имеет смысл придерживаться нескольких практических правил:
- Четко разделять зоны «грязной» и «чистой» обработки, чтобы продукты зачистки не попадали в малярку или зону комплектации.
- Настроить учет фактической производительности станка (метров трубы в смену) и расхода щеток/абразива, чтобы видеть себестоимость зачистки.
- Организовать регулярное обслуживание станка, своевременную замену щеток и проверку системы аспирации.
- Обучить персонал не только «как включать станок», но и как визуально оценивать достаточность степени очистки перед последующими операциями.
- Для ответственных конструкций фиксировать требования к степени очистки в технологических картах (например, с отсылкой к ГОСТ и уровню SA для поверхности).
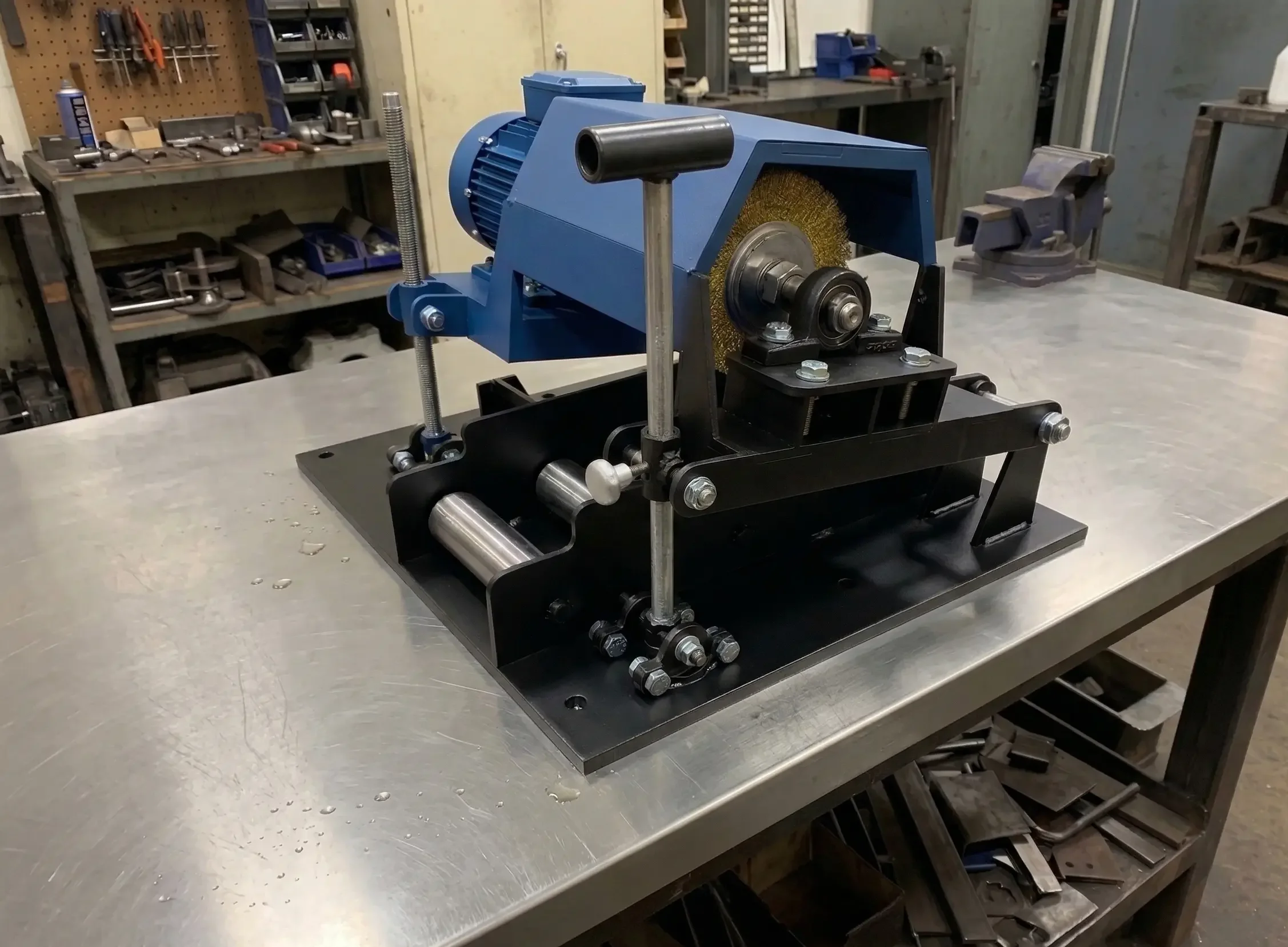
Станок для очистки профильной трубы от ржавчины и окалины | COREFAB
Станок для очистки профильной трубы от ржавчины и окалины. Ролики подают трубу плавно, жесткая щетка зачищает металл со всех сторон равномерно. Оборудование освобождает руки и заметно ускоряет подготовку проката к сварке или покраске.
COREFAB (corefab.ru)
Здравствуйте! Похоже, вас заинтересовал этот пост, но у вас ещё нет аккаунта.
Надоело каждый раз пролистывать одни и те же посты? Зарегистрировав аккаунт, вы всегда будете возвращаться на ту же страницу, где были раньше, и сможете выбирать, получать ли уведомления о новых ответах (по электронной почте или в виде push-уведомлений). Вы также сможете сохранять закладки и ставить лайки постам, чтобы выразить свою благодарность другим участникам сообщества.
С вашими комментариями этот пост мог бы стать ещё лучше 💗
Зарегистрироваться Войти





© 2022 - 2026 InvestSteel, Inc. Все права защищены.