Баланс полярности при сварке: виды, отличия и применение в практике
-
Баланс полярности при сварке - это ключевой параметр, который определяет, где сосредоточится тепло: на электроде или на детали. Правильный выбор прямой или обратной полярности помогает избежать прожогов, деформаций и получить качественный шов. Это особенно важно для разных толщин металла и типов сварки.
Понимание баланса позволяет оптимизировать процесс, снизить расход материалов и повысить прочность соединений. В статье разберем виды полярности, их физику и применение на примерах. Вы узнаете, как выбрать режим для конкретной задачи и избежать типичных ошибок.
Что такое полярность в сварке и как она работает
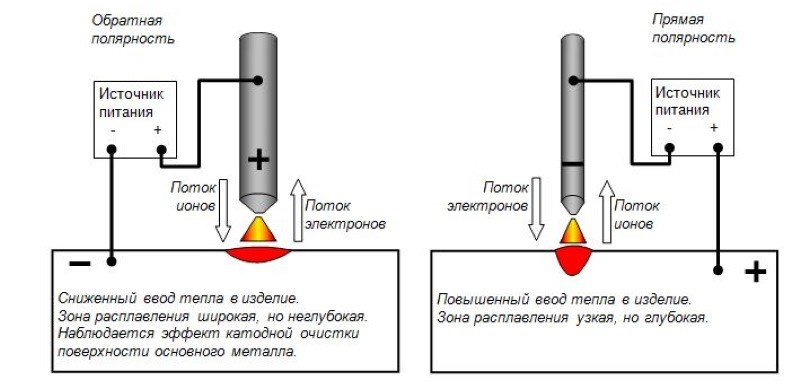
Полярность при сварке постоянным током определяет направление тока: прямая - когда минус на электроде, плюс на детали, и обратная - наоборот. В прямой полярности анодное пятно тепла образуется на заготовке, нагревая ее сильнее примерно на 1000°C, чем электрод. Это обеспечивает глубокое проплавление, но рискует перегреть тонкий металл.
Обратная полярность концентрирует тепло на электроде, где катодное пятно делает расходник горячее, а деталь - холоднее. Такой подход минимизирует деформации и выгорание легирующих элементов. Физика процесса связана с движением электронов и ионов: анод всегда нагревается интенсивнее катода из-за большего количества частиц.
Вот основные отличия в действии:
- Прямая полярность: Глубокий провар, подходит для толстых деталей от 4 мм, стабильная дуга с электродами основного покрытия.
- Обратная полярность: Широкий шов, низкое тепловложение, идеально для тонких листов 1-3 мм, рутиловых электродов и нержавейки.
- Нюанс: При прямой не используйте электроды для переменного тока - они не зажгутся.
Параметр Прямая полярность Обратная полярность Нагрев детали Высокий Низкий Глубина шва Глубокая Мелкая, широкая Риск прожога Высокий на тонком Низкий Расход электрода Низкий Высокий Виды полярности и их преимущества
Существует два основных вида: прямая и обратная, плюс баланс в AC-сварке для TIG, где регулируют долю каждой полуволны. Прямая полярность эффективна для черных металлов большой толщины - тепло уходит в деталь, обеспечивая прочный корневой шов без дефектов. Например, при сварке конструкций из углеродистой стали инвертором это стандарт.
Обратная полярность выигрывает при работе с чувствительными сплавами: нержавейка, чугун, высоколегированные стали. Здесь меньше выгорает хром и никель, шов остается коррозионностойким. В полуавтомате MIG/MAG с сплошной проволокой обратная полярность дает стабильный перенос металла без брызг в защитном газе.
Преимущества каждого вида в списке:
- Прямая: глубокое проплавление, ровный шов, подходит для порошковой проволоки и резки.
- Обратная: сварка тонкого листа без прожогов, крупные капли присадки, меньше деформаций.
- Баланс в TIG: Регулировка токового баланса (50-80%) усиливает очистку оксидов на алюминии в положительной полуволне.
Для TIG-сварки цветных металлов как медь или алюминий прямая полярность разрушает оксидную пленку, но только на толстых заготовках. Тонкие листы требуют переменного тока с балансом.
Тип металла Рекомендуемая полярность Пример применения Черная сталь толстая Прямая Металлоконструкции Нержавейка Обратная Трубы, емкости Алюминий Прямая или AC-баланс Кожухи, профили Чугун Обратная Ремонт деталей Применение полярности в разных процессах сварки
В ручной дуговой сварке ММА выбор зависит от электрода: рутиловые и тугоплавкие - на обратной, чтобы избежать прилипания и перегрева. Для инверторов с тонким листом прерывистая дуга на обратной снижает тепловложение еще больше. Полуавтомат требует обратной для сплошной проволоки в CO2 - брызги минимальны, дуга стабильна на низких токах.
TIG/WIG с балансом полярности критичен для алюминия и меди: отрицательная полуволна очищает поверхность, положительная - нагревает. При сварке нержавейки баланс 60-70% положительной полуволны сохраняет свойства шва. В промышленности это стандарт для нефтегазовых труб и энергетики, где качество на первом месте.
Практические примеры:
- Толстый чермет от 4 мм: Прямая полярность, электроды основного типа - глубокий провар без подварки.
- Тонкий лист 1-2 мм: Обратная, короткие швы - без деформации и рихтовки.
- Нержавейка в MIG: Обратная с аргоном - чистый шов без окислов.
Важно: Проверяйте инструкцию к аппарату - не все инверторы поддерживают обе полярности.
Баланс на практике: выбор по задаче
Чтобы выбрать полярность, смотрите на толщину, металл и тип оборудования. Толстые детали - прямая для провара, тонкие - обратная против прожогов. Легированные стали всегда на обратной, чтобы не потерять свойства. Тестируйте на обрезках: если дуга нестабильна или шов дефектный - меняйте режим.
В TIG регулируйте баланс: больше положительной волны - для очистки, отрицательной - для проплавления. Это продлевает жизнь электрода и улучшает качество. Остается экспериментировать с токами и зазорами под конкретный аппарат.
Тонкости подбора режима для сложных случаев
Несмотря на базовые правила, нюансы вроде типа проволоки или газа меняют картину. Например, угольные электроды разрушаются на обратной, а порошковые проволоки требуют прямой. В химпроме и пищевой промышленности для нержавейки баланс - ключ к гигиеничному шву без трещин. Подумать стоит над комбинацией с ЧПУ-оборудованием, где ПО точно дозирует параметры.
Здравствуйте! Похоже, вас заинтересовал этот пост, но у вас ещё нет аккаунта.
Надоело каждый раз пролистывать одни и те же посты? Зарегистрировав аккаунт, вы всегда будете возвращаться на ту же страницу, где были раньше, и сможете выбирать, получать ли уведомления о новых ответах (по электронной почте или в виде push-уведомлений). Вы также сможете сохранять закладки и ставить лайки постам, чтобы выразить свою благодарность другим участникам сообщества.
С вашими комментариями этот пост мог бы стать ещё лучше 💗
Зарегистрироваться Войти-
-
-
-
-
Что нужно для сварки проволокой?
Перенесена Металлообработка -
-
-


© 2022 - 2026 InvestSteel, Inc. Все права защищены.