Лазерная сварка волоконными лазерами в 2026: от автоматизации к интеллекту
-
Волоконные лазеры окончательно вытеснили старые CO2-установки из металлообработки. Если ещё пять лет назад выбор казался открытым, то сейчас это просто факт — энергоэффективность в 50% против 10%, компактность, надёжность. Переход завершен, мужики. Но дело не только в аппаратах — главное, что происходит в 2026-м, это интеграция искусственного интеллекта в управление швом. Система уже не просто сваривает по программе, она думает и корректирует параметры в реальном времени.
По опыту индустрии видно: когда у тебя есть стабильность по мощности (±0,1%) и автоматическая настройка под условия, качество скачет вверх, а брак падает. Производители машин уже снижают доработку на 45%, батарейные заводы ускоряют производство на 50%. Это не маркетинг — это цифры из реальных цехов.
Волоконные лазеры: почему CO2 уже в прошлом
Когда говорят о волоконных иттербиевых лазерах, обычно называют две вещи: КПД и надёжность. Но давайте разберём по фактам. Шестикиловаттный волоконный лазер жрёт на 60% меньше электроэнергии, чем CO2 аналог с той же производительностью. В цехе, где включают станок на весь день, это означает реальную экономию на счетах. Диодная накачка держит 120 тысяч часов непрерывной работы — это более 13 лет беспрерывки, если верить справочникам.
То, что было узкой нишей лет пять назад, теперь стало стандартом. В Азиатско-Тихоокеанском регионе доля твердотельных лазеров уже превышает 70% от всего парка. Россия тоже подтягивается: компания ВПГ Лазеруан выпустила волоконный лазер на 60 кВт, интегрировали его в систему Unimach LC M3 для высокоскоростной резки толстых листов. Такой мощи хватает, чтобы не тратить время на несколько проходов.
Основные преимущества волоконных источников:
- КПД 50% против 10% — экономия на электроэнергии очевидна
- Ресурс 120 тысяч часов — надёжность без срывов в критичный момент
- Компактность и простота интеграции — монтируется в производственную линию как модуль без лишних танцев с оптикой
- Оптоволоконная доставка луча — можно разместить источник отдельно от головки
- Отсутствие дорогостоящей оптики — нет нужды регулировать зеркала каждый квартал
CO2-лазеры остались только в узких нишах, где критична специфическая поляризация излучения или нужна обработка полимеров и композитов на длине волны 10,6 микрометров. Для подавляющего большинства металлов волоконники выигрывают по всем статьям. В справочнике одно, а на практике — волоконные лазеры просто надёжнее и выгоднее.
Интеллектуальное управление швом: предиктивная аналитика вместо угадайки
Вот тут начинается самое интересное. До 2025-го года лазерная сварка работала по принципу “задал параметры — жди результата”. Качество зависело от того, насколько правильно ты выставил мощность, скорость подачи, фокус. Человеческий фактор — это не пустой звук, это реальная проблема на производстве.
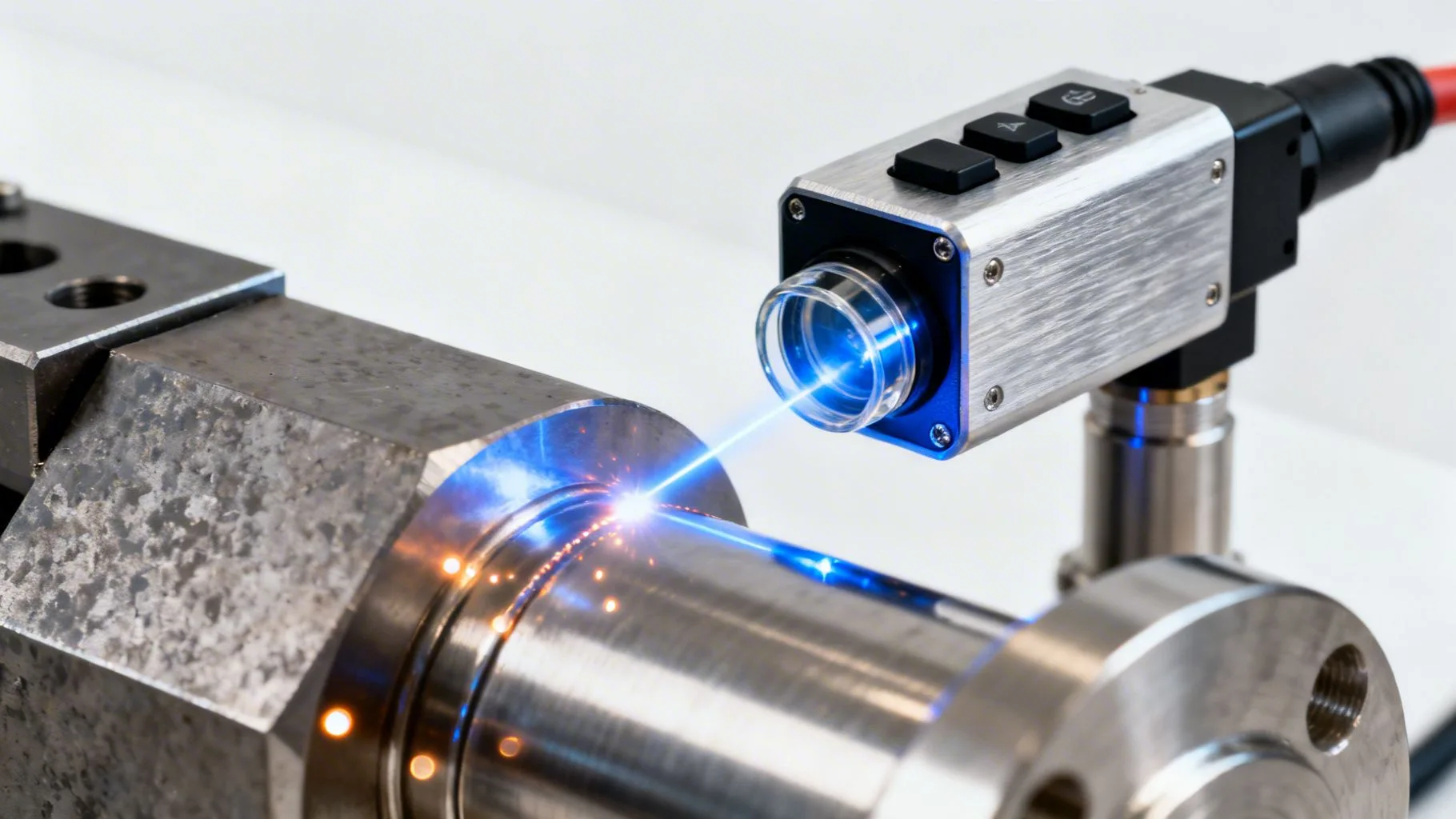
В 2026-м картина меняется. Система сама формирует цифровой профиль каждого шва, отслеживает его в процессе и корректирует параметры в зависимости от условий. Это называют предиктивной аналитикой. Станок “видит” небольшие вариации — температуру, скорость охлаждения, толщину материала в разных местах заготовки — и перестраивается на лету. Результат: стабильное качество 24 часа в сутки без перерывов.
Это особенно важно для тонких материалов и сложных геометрий, где микронные отклонения могут привести к браку. Ручной волоконный лазерный аппарат AirCool работает в 4 раза быстрее, чем традиционная TIG, потому что не требует пристального внимания сварщика на каждом проходе. Оператор остаётся, но его задача проще — контролировать, а не угадывать.
Что даёт интеллектуальное управление на практике:
- Снижение влияния человеческого фактора — система сама отслеживает и корректирует параметры
- Формирование цифрового профиля каждого шва — полная история каждого соединения в базе
- Стабильность мощности ±0,1% — микронная точность в регулировке
- Адаптивность к вариациям материала — система автоматически подстраивается под реальные условия
- Минимальная тепловая деформация — точная фокусировка луча исключает лишний нагрев
- Быстрое обучение операторов — кривая обучения намного короче, чем при MIG или TIG
Мощности растут: от 6 кВт к 60 кВт за несколько лет
Если ещё в 2020-м годе четыре-шесть киловатт считались нормой для большинства работ, то к 2025-му на рынке массово применяются установки на 12-20 кВт. Лидирующие модели добрались до 30-40 кВт, и уже идут испытания комплексов на 50-60 кВт. Тренд понятен: больше мощь — быстрее режешь или свариваешь толще, меньше проходов.
Владельцы цехов давно заметили: высокие мощности экономят не только время, но и материал. При глубоком проплавлении (технологи называют это эффектом “кинжального” шва) луч проникает значительно глубже и уже, чем при низких мощностях. Шов получается узкий и протяжённый, что критично для некоторых конструкций, где зона термического влияния должна быть минимальной.
Для сравнения: раньше стандартным показателем считались 4-6 кВт, теперь это уже фактически устаревшее оборудование для новых проектов. Рынок движется вверх по мощности, и это не прихоть, а объективная необходимость:
Мощность Применение Особенность 4-6 кВт Мелкие детали, микросварка, резка тонколистовых материалов Точность, компактность 12-20 кВт Машиностроение, серийное производство, резка листов до 25 мм Баланс скорости и качества 30-40 кВт Толстостенные конструкции, высокоскоростная резка, аккумуляторные проекты Производительность выше всего 50-60 кВт Экспериментальные проекты, авиация, буровые работы Максимальная глубина проплавления Гибридная сварка и специализированные технологии: не только лазер
Волоконные лазеры — это отлично, но индустрия не останавливается на одной технологии. В 2026-м усиливаются позиции гибридных решений, где лазер работает в паре с другими методами. Это не замена — это дополнение, когда каждый инструмент берёт свою нишу.
Гибридная сварка (Laser + MIG/MAG) показывает себя отлично для толстостенных конструкций в диапазоне 10-25 мм. Почему это работает? Лазер обеспечивает глубокий провар и узкий шов, а MIG добавляет объём металла и улучшает формирование валика. Результат — крепкое соединение с минимальными напряжениями. Это особенно полезно в судостроении и тяжёлом машиностроении, где никто не шутит с качеством.
Есть и другие специализированные подходы, которые набирают популярность:
- FSW (фрикционная сварка с перемешиванием) — для алюминиевых конструкций в транспортном машиностроении, без расплава, без окисления
- WAAM (аддитивное производство металлических изделий) — когда луч не режет и не соединяет, а напыляет, создавая изделие послойно
- TongWeld — инновационная система для соединения обсадных труб в нефтегазовой отрасли, сварка по окружности вместо резьбовых муфт
- Сварка для экстремальных условий — авиация, атомная энергетика, космические проекты, где никаких компромиссов
Автоматизация и интеграция: станок как звено в цепи
Отдельный лазерный аппарат — это хорошо, но современное производство требует интеграции. В 2026-м волоконные сварочные станки активно встраиваются в автоматизированные линии. Это означает, что сварка становится одной операцией в цепочке: разметка — раскрой — сборка — сварка — контроль — отправка, всё без остановок.
Малый и средний бизнес пока смотрит на портативные лазерные аппараты со стороны. Они компактнее, дешевле чем конвейерные системы, но требуют обученного персонала. Впрочем, кривая обучения для волоконных лазеров намного короче, чем для TIG — большинство операторов добиваются хороших результатов уже через несколько часов тренировки. Это важный момент: технология упростилась настолько, что начальный барьер входа для малых мастерских снизился серьёзно.
Волоконные лазеры интегрируются как plug-and-play модули. Это означает, что ты не трещишь с оптикой, не нужна мощная вытяжка как для CO2, схема питания стандартная. Подключил — и работает. Некоторые аппараты (например, с воздушным охлаждением вроде Dynalasers) вообще не требуют особого обслуживания, просто держи линзы в чистоте. Системы с водяным охлаждением немного прихотливее, но это вопрос привычки.
Куда это всё движется в перспективе
К 2026-му году волоконная лазерная сварка уже не тренд, а реальность производства. Она применяется в машиностроении и металлоконструкциях, по данным аналитиков продажи волоконных лазеров выросли на 25-30% в 2023-2025 годах. Впереди ещё более интересные направления: производство аккумуляторов, электроника, авиация, космос, энергетика, высокоточная медицина.
А что за этим? Дальнейшая интеграция с искусственным интеллектом и цифровыми платформами управления производством. Система уже не просто выполняет команды — она учится, анализирует, предсказывает проблемы. Когда в цехе автоматически формируется история каждого шва, его профиль, параметры, результаты контроля, это становится огромной базой для анализа и оптимизации. Манагеры и инженеры говорят о “Индустрии 4.0”, но для цеховика это просто означает: станок работает умнее, ошибок меньше, спокойствие больше.
Здравствуйте! Похоже, вас заинтересовал этот пост, но у вас ещё нет аккаунта.
Надоело каждый раз пролистывать одни и те же посты? Зарегистрировав аккаунт, вы всегда будете возвращаться на ту же страницу, где были раньше, и сможете выбирать, получать ли уведомления о новых ответах (по электронной почте или в виде push-уведомлений). Вы также сможете сохранять закладки и ставить лайки постам, чтобы выразить свою благодарность другим участникам сообщества.
С вашими комментариями этот пост мог бы стать ещё лучше 💗
Зарегистрироваться Войти



© 2022 - 2026 InvestSteel, Inc. Все права защищены.