Руководство по лазерной резки металла
-
Лазерная резка металла - это высокоточный метод термической обработки, при котором сфокусированный лазерный луч плавит и/или испаряет металл по заданному контуру, обеспечивая чистый рез с минимальными допусками.
Суть и принцип работы лазерной резки
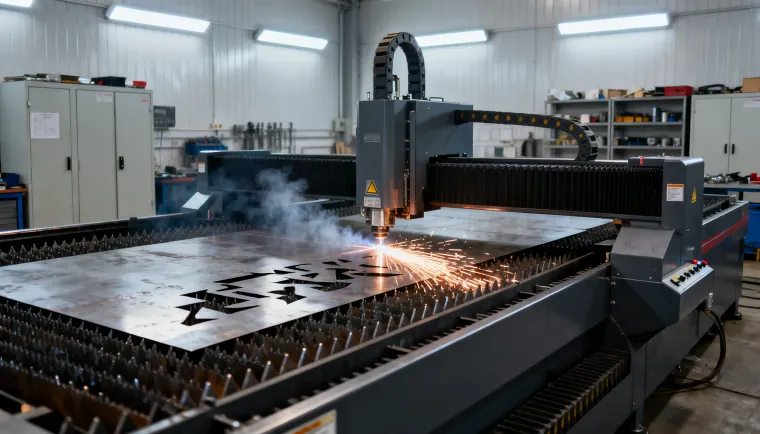
Лазерная резка представляет собой процесс локализованного разрушения металла сфокусированным лучом по заранее рассчитанной траектории. В зоне воздействия металл быстро нагревается, плавится или частично испаряется, образуя узкий разрез, толщина которого близка к диаметру луча. Сопутствующий поток газа выдувает расплав и продукты горения из зоны реза, одновременно охлаждая кромку.
Работа оборудования строится на последовательном выполнении нескольких этапов. Сначала в источнике лазера формируется высокоэнергетический луч (газовый CO₂, твердотельный Nd:YAG или волоконный). Система оптики доставляет луч к режущей головке, где он фокусируется в маленькое пятно с высокой плотностью энергии. В точке фокуса металл нагревается выше температуры плавления, а сопло подает газ под давлением для удаления расплава. ЧПУ управляет перемещением головки по координатам X–Y–Z, обеспечивая высокую повторяемость и возможность выполнения сложных контуров.
Оборудование, материалы и параметры обработки
Выбор типа лазера и конфигурации станка определяет возможности обработки. На современном рынке представлены три основных типа источников излучения, каждый из которых имеет свои особенности применения.
- Волоконный (fiber) лазер — основной стандарт в металлообработке: высокая энергоэффективность, срок службы до 100 000 ч, компактность. Отлично подходит для резки углеродистой и нержавеющей стали, алюминия, меди, латуни на тонких и средних толщинах.
- CO₂‑лазер — газовый лазер, исторически широко применялся для резки листового металла и неметаллов. Хуже по КПД и обслуживанию, чем волоконный, менее эффективен по толстым металлам, но используется в универсальных мастерских.
- Твердотельный (Nd:YAG и др.) — чаще применяются для гравировки, маркировки и резки очень тонких материалов. Для массовой резки листового металла используются реже, чем волоконные.
Конструктивное исполнение станков также варьируется в зависимости от задач производства.
- Станки листовой резки (портальные, с подвижным столом).
- Труборезы и комбинированные станки (лист + профиль).
- Автоматические линии с загрузкой/выгрузкой и складами листового металла.
Лазерная резка применима к широкому спектру металлических материалов, однако предельные толщины зависят от мощности источника и типа газа.
- Углеродистая сталь, нержавеющая сталь, алюминий, медь, латунь — стандартный набор для волоконных лазеров.
- Для промышленной резки листов лазером распространены толщины: черная сталь до 12 мм, нержавеющая сталь до 8 мм, цветные металлы (медь, латунь, алюминий) обычно до 4 мм на типовом оборудовании.
Реально возможные толщины зависят от мощности источника, оптики и качества газа, поэтому всегда уточняются у исполнителя.
Качество реза и точность обработки напрямую связаны с настройками оборудования и состоянием расходных материалов.
- Типичные допуски на лазерной резке листового металла: погрешность контура до порядка ±0,1 мм при корректных режимах и исправном оборудовании; на толщине 3–6 мм ориентировочные допуски часто лежат в диапазоне ±0,1…±0,2 мм.
- Качество кромки зависит от: мощности лазера и скорости реза; состояния сопла и оптики (линз, защитных стекол); стабилизированного давления и чистоты газа; качества и ровности листа, особенно на тонких материалах.
Режущий газ играет ключевую роль в формировании кромки и скорости процесса.
- Кислород — используется для углеродистых сталей; усиливает горение и позволяет резать более толстый металл при меньшей мощности. Может оставлять оксидную пленку и легкое потемнение кромки.
- Азот — инертный газ, обеспечивает «чистый» рез без окислов; востребован для нержавеющих и цветных сплавов. Требует более высокой мощности и давления газа.
- Сжатый воздух — компромиссный вариант, применим на некоторых задачах по тонким листам; сочетает доступность и приемлемое качество кромки.
Преимущества, ограничения и сравнение с альтернативами
Лазерная резка обладает рядом преимуществ, которые делают её предпочтительным выбором для многих производственных задач.
- Высокая точность и повторяемость — допуски порядка ±0,1 мм позволяют получать детали, близкие к конструкторским размерам, без дополнительной мехобработки.
- Чистая кромка и минимальные заусенцы — узкий керф и контролируемое тепловложение снижают деформации, кромка часто не требует шлифовки.
- Сложные контуры и мелкие элементы — ЧПУ‑управление позволяет резать сложные внутренние вырезы, мелкие отверстия, ажурные узоры, маркировку.
- Гибкость производства — быстрая смена программы, отсутствие переналадки оснастки под новый контур, удобно для серий от 1 штуки.
- Относительно высокая скорость реза — по тонкому и среднему листу лазер часто быстрее газовой и плазменной резки при лучшем качестве кромки.
При этом технология имеет определённые ограничения, которые важно учитывать при планировании заказа.
- Тепловая зона влияния — хотя она меньше, чем при газовой или плазменной резке, THAZ всё равно присутствует; это важно для пружинных и закалённых сталей.
- Толстые листы — на толщине свыше 15–20 мм лазер теряет скорость и экономическую эффективность, чаще используют плазму или газ.
- Отражающие материалы — алюминий, медь, латунь отражают излучение и требуют правильного подбора длины волны, мощности и газов.
- Требования к качеству поверхности — ржавчина, нагар, масло, плёнки могут ухудшать рез и вызывать нестабильность.
Для объективной оценки целесообразности лазерной резки полезно сравнить её с другими распространёнными методами.
Метод резки Толщина (типично) Точность реза ±, мм Качество кромки и особенности Лазерная резка Листы: черная сталь до 12 мм, нерж. до 8 мм, цветные до 4 мм До 0,1–0,2 мм на листах малой и средней толщины Чистая кромка, небольшой уклон, минимальные заусенцы Газовая резка (кислородная) Листы до 100 мм До 1–2 мм и более, 16-й квалитет Значительная THAZ, возможны наплывы и подтеки Плазменная резка Черный металл до 32–40 мм, нерж. до 20 мм Точность по 16-му квалитету Быстро по толщине, но более грубая кромка и уклон ~5% толщины листа Гидроабразивная резка Листы до 300 мм До 12-го квалитета Нет THAZ, но медленнее и дороже, особенно по толстым листам Лентопильный станок / механика Зависит от станка, трубы, профили, листы Около 2–5 мм Неровный край или угол, ограничение по радиусам и мелким элементам
Области применения и организация заказа
Технология находит применение в различных отраслях промышленности и дизайна.
- Изготовление корпусных изделий, кожухов, шкафов, панелей.
- Производство деталей для машиностроения, приборостроения, HVAC, строительных металлоконструкций.
- Декоративные панели, фасадные элементы, перфорация, интерьерный металл-дизайн.
- Прототипирование и малосерийное производство стартапов и R&D‑подразделений.
Упрощённое описание процесса помогает понять последовательность операций при лазерной резке.
- Источник лазера и блок оптики формируют и направляют луч.
- Луч через систему зеркал или волоконный тракт попадает в режущую головку.
- В головке луч фокусируется линзой в пятно на поверхности листа.
- Вокруг фокуса расположено сопло, через которое подается газ под давлением.
- Под головкой находится металлический лист на столе с решетчатой опорой.
- Стол или головка перемещается по координатам, формируя контур детали.
Для эффективного взаимодействия с исполнителем заказчику рекомендуется соблюдать несколько практических правил.
- Четко указывать материал: марка стали, толщина, состояние поверхности (оцинковка, покрытие и т.п.).
- Предоставлять чертежи в CAD‑форматах (DXF, DWG, STEP) с размерами, допусками и условными обозначениями.
- Согласовывать допуски: если важны отверстия под резьбу или посадки, это лучше прописать отдельно.
- Уточнить необходимость дополнительных операций: гибка, сварка, покраска, гальваника.
Для заказа услуг лазерной резки металла и консультации по технологиям обработки можно обратиться к специализированной компании, такой как: lazermetal.ru - лазерная резка металла.
Лазерная резка металла в Москве, дешево по низким ценам ООО СиМП
Наша компания специализируется на всех видах работ с металлом, в том числе: лазерная резка, сварочные работы, полировка и гибка металла, порошковая покраска. Также мы занимаемся изготовлением изделий из металла на заказ.

(www.lazermetal.ru)
-
 K kirilljsx переместил эту тему из Партнерские новости в
K kirilljsx переместил эту тему из Партнерские новости в
Здравствуйте! Похоже, вас заинтересовал этот пост, но у вас ещё нет аккаунта.
Надоело каждый раз пролистывать одни и те же посты? Зарегистрировав аккаунт, вы всегда будете возвращаться на ту же страницу, где были раньше, и сможете выбирать, получать ли уведомления о новых ответах (по электронной почте или в виде push-уведомлений). Вы также сможете сохранять закладки и ставить лайки постам, чтобы выразить свою благодарность другим участникам сообщества.
С вашими комментариями этот пост мог бы стать ещё лучше 💗
Зарегистрироваться Войти
© 2022 - 2026 InvestSteel, Inc. Все права защищены.