Всем доброе утро!
И так давай разберем как зашифровать файлы постпроцессора в SolidCam.
Давайте для начала разберем что вообще представляет собой постпроцессор - это файл с расширением .gpp , мы будем говорить конкретно о нем.
Но также стоит учесть что, расширения могут быть разными в зависимости от контроллера:
- Fanuc :
.nc,.fanuc - Siemens (Sinumerik) :
.mpf,.nc - Mitsubishi :
.nc,.eia - Okuma :
.nc,.okuma - Haas :
.nc,.haas
Приступим к шифрованию самого файла, и да если вы думаете что зашифровав файл потом открывая его в Solid и будет выскакивать плашка с паролем - то увы нет. Такого функционала в SolidCAM я не нашел. Но все же зашифровать сам файл можно.
Метод 1: Использование GPG (Рекомендуется)
GPG позволяет шифровать файлы с паролем, сохраняя их структуру. Это особенно важно для .gpp, так как после дешифровки файл должен оставаться совместимым с SolidCAM.
Установите GPG:
- Windows: https://www.gnupg.org/download/
- macOS: brew install gnupg
- Linux: sudo apt install gnupg
Шифрование файла:
gpg --symmetric ваш_файл.gpp
Введите надёжный пароль.
Результат: файл ваш_файл.gpp.gpg.
Дешифровка:
gpg --decrypt ваш_файл.gpp.gpg > ваш_файл.gpp
Использование в SolidCAM:
После дешифровки загрузите .gpp в SolidCAM как обычный постпроцессор.
Наглядно
Для работы с кодом я использую VS CODE, не каких notepadd++ и других старых редакторов.
Открываем рабочую среду (папку), создаем наш постпроцессор, в нашем случае мы тестируем с файлом test.gpp
: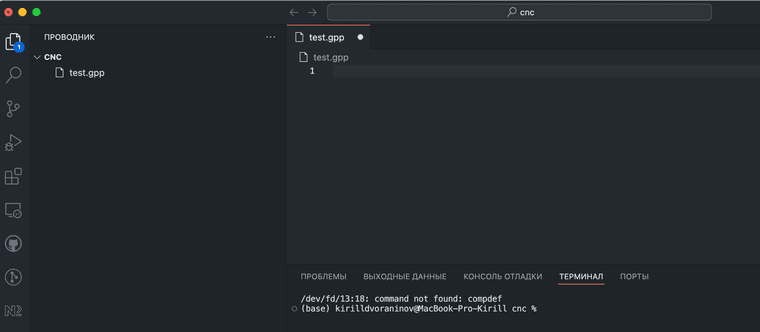
Предположим вы уже установили GPG, открываем терминал и прописываем команду gpg --symmetric test.gpp

Нажимаем enter и видим окно шифрования:
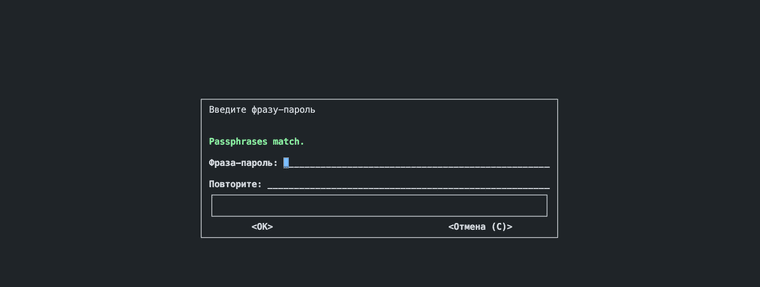
Вводим пароль и нажимаем enter.
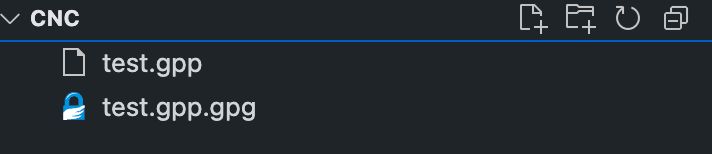
Если все сделали правильно, то рядом с исходным файлом появится зашифрованный файл.
Для пущей проверки, я удалю исходный файл
test.gpp, оставив только зашифрованный
Но вы так лучше не делайте если не уверены!
А теперь попробуем в обратную сторону, через комманду gpg --decrypt test.gpp.gpg > test.gpp
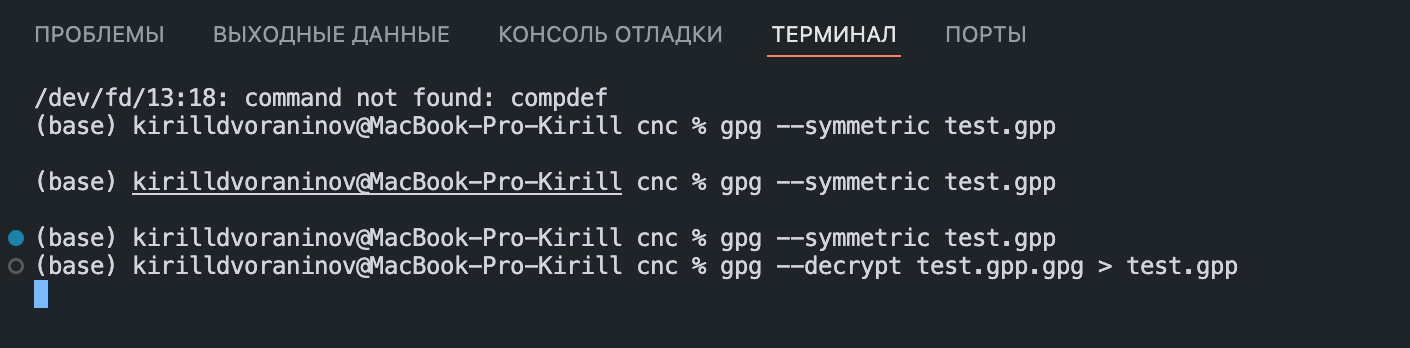
Вводим команду и нажимаем enter:

Воуля и всё наш файл дешифрован, можем пользоваться и открывать в SolidCAM

Метод 2: Использование ZIP-архива с паролем
Простой способ для неопытных пользователей, да и может самый эффективный:
- Сжать
.gpp-файл в ZIP-архив через проводник (Windows) или Finder (macOS). - Добавьте пароль к архиву.
- Храните архив вместо исходного файла.
Коллеги важное примечание!!!
Не удаляйте оригинальный .gpp сразу после шифрования:
Сохраните его до тестирования, чтобы убедиться, что зашифрованный файл корректно работает в SolidCAM.
Тестируйте после шифрования: Дешифруйте файл и откройте его в SolidCAM, чтобы проверить, не сломалась ли структура.









 ️ Важно! Убедитесь, что ваш станок поддерживает такие обороты, иначе используйте команду G50 для ограничения максимального RPM.
️ Важно! Убедитесь, что ваш станок поддерживает такие обороты, иначе используйте команду G50 для ограничения максимального RPM.




 , так что ждите в скором времени будет о чем рассказать. Как раз под руку попался один интересный станок на котором можно это все дело испытать.
, так что ждите в скором времени будет о чем рассказать. Как раз под руку попался один интересный станок на котором можно это все дело испытать.

 +7 (495) 188-80-44
+7 (495) 188-80-44