Брак при обработке: виды, причины и как избежать в металлообработке
-
Брак при обработке - это дефекты, которые снижают качество деталей и увеличивают затраты. В этой статье разберем основные виды брака в токарной, фрезерной и шлифовальной обработке металла. Вы узнаете причины возникновения и простые меры предупреждения. Это поможет сократить потери на производстве и улучшить точность работ.
Знание видов брака позволяет быстро выявлять проблемы на станках. Мы поговорим о геометрических отклонениях, проблемах с поверхностью и причинах из-за оборудования. Такие знания полезны для наладчиков и операторов ЧПУ, чтобы минимизировать отбраковку.
Виды брака по геометрическим параметрам
При обработке отверстий или поверхностей часто встречается несоответствие размеров. Например, диаметр отверстия после расточки может быть меньше или больше нормы из-за неточной установки резца. Это приводит к невозможности сборки детали в узел. Еще один распространенный дефект - некруглость отверстия, когда оно становится овальным из-за вибрации станка или смещения заготовки.
В фрезеровании плоскостей брак проявляется в неплоскостности или подрезании. Подрезание возникает, если остановить подачу стола во время обработки - фреза углубляется в металл. Такие дефекты видны сразу при контроле, но исправить их сложно без дополнительной обработки. Анализ показывает, что 30-40% брака связано с геометрией.
Вот основные виды геометрического брака:
- Несоответствие диаметра отверстия: резец установлен неверно или отжимается под нагрузкой.
- Некруглость или огранка: вибрация детали или затупленный инструмент.
- Подрезание поверхности: остановка подачи на фрезерном станке.
- Неперпендикулярность плоскостей: плохая фиксация заготовки в приспособлении.
Вид брака Причина Последствие Несоответствие размера Неточная наладка резца Деталь не садится в посадочное место Некруглость Вибрация Нарушение герметичности узла Подрезание Остановка подачи Локальные углубления, трещины Причины брака из-за оборудования и инструмента
Состояние станка напрямую влияет на качество. Износ направляющих или зазоры в шпинделе вызывают биение, что приводит к шероховатости поверхности. Неправильная заточка развертки или фрезы создает риски и задиры. Во время наладки пробные детали часто уходят в брак из-за подгонки инструмента под размер.
Затупленный инструмент нагревает металл, вызывая прижоги - зоны с измененной структурой. В шлифовании это проявляется как отклонения от чертежа или волнистость. Причины включают неисправные измерительные инструменты и отсутствие смазки. Регулярный контроль оборудования снижает такие риски на 50%.
Ключевые причины брака:
- Износ станка: люфты в суппортах, слабая жесткость.
- Затупленный инструмент: риски, задиры на поверхности.
- Неправильная наладка: смещение оси или нулевой точки.
- Отсутствие охлаждения: прижоги и деформация.
Этап обработки Частая причина Мера предупреждения Наладка Пробная обработка Использовать эталонные детали Работа Износ инструмента Проверять заточку перед сменой Шлифование Перегрев Увеличить подачу СОЖ Брак поверхности: шероховатость и дефекты
Недостаточная чистота обработки - один из самых заметных браков. При развертывании появляются риски из-за большого припуска или забоин на инструменте. В фрезеровании волнистость возникает от резонанса системы станок-инструмент-деталь. Такие поверхности не обеспечивают точную посадку и быстро изнашиваются.
При шлифовании прижоги меняют твердость металла, что видно только под микроскопом. Дробление или задиры появляются при неправильной подаче. В токарной обработке необработанные участки остаются из-за малого припуска. Эти дефекты требуют перешлифовки, что удлиняет цикл производства.
Типичные дефекты поверхности:
- Шероховатость и волны: резонанс или большая подача.
- Прижоги: перегрев без охлаждения.
- Риски и задиры: затупленная развертка.
- Дробление: неправильная заточка.
Как минимизировать брак на практике
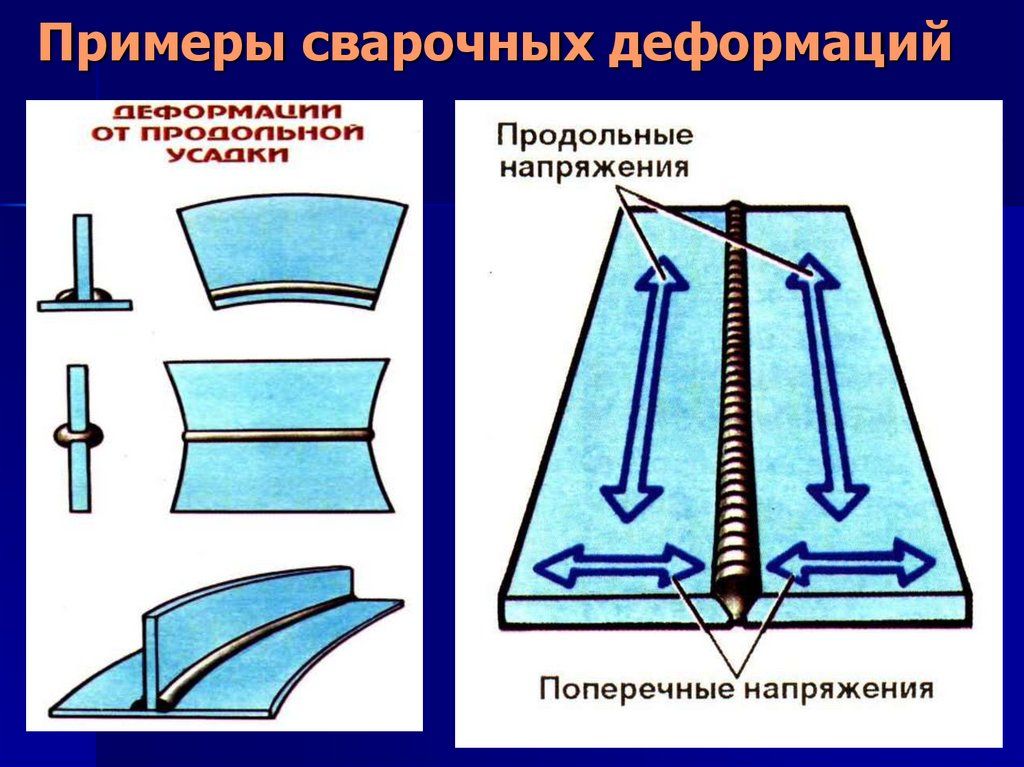
Брак делится на три группы: от качества заготовки, наладки и работы. Плохая заготовка с внутренними напряжениями вызывает трещины при цинковании, но в механической обработке это смещения. Во время работы проверяйте шпиндель и фиксацию. Регулярный отжиг снимает напряжения перед обработкой.
Для ЧПУ-станков важно программирование: правильный вылет инструмента предотвращает вибрацию. Тестируйте на образцах, чтобы наладка не тратила материал. В итоге, системный подход сокращает брак до 5-10%. Остается пространство для оптимизации под конкретные сплавы и станки.
Здравствуйте! Похоже, вас заинтересовал этот пост, но у вас ещё нет аккаунта.
Надоело каждый раз пролистывать одни и те же посты? Зарегистрировав аккаунт, вы всегда будете возвращаться на ту же страницу, где были раньше, и сможете выбирать, получать ли уведомления о новых ответах (по электронной почте или в виде push-уведомлений). Вы также сможете сохранять закладки и ставить лайки постам, чтобы выразить свою благодарность другим участникам сообщества.
С вашими комментариями этот пост мог бы стать ещё лучше 💗
Зарегистрироваться Войти
© 2022 - 2026 InvestSteel, Inc. Все права защищены.