Расточка больших конических отверстий в неподвижных деталях: методы и решения
-

Введение
Расточка конических отверстий – важная операция в металлообработке, особенно когда речь идет о деталях с большими диаметрами отверстий от 20 до 200 мм. Когда деталь невозможно вращать, возникает сложность с выполнением этой операции стандартными методами. В данной статье мы рассмотрим, как решается задача расточки больших конических отверстий в неподвижных деталях, какие методы и инструменты для этого используются, и на что следует обратить внимание при выполнении этой работы.
Методы расточки неподвижных деталей с большими коническими отверстиями
При невозможности вращать деталь, расточка конических отверстий требует особого подхода. Существует несколько методов, позволяющих выполнить эту задачу:
-
Использование портативных расточных машин. Эти устройства крепятся непосредственно к детали и позволяют проводить расточку на месте.
-
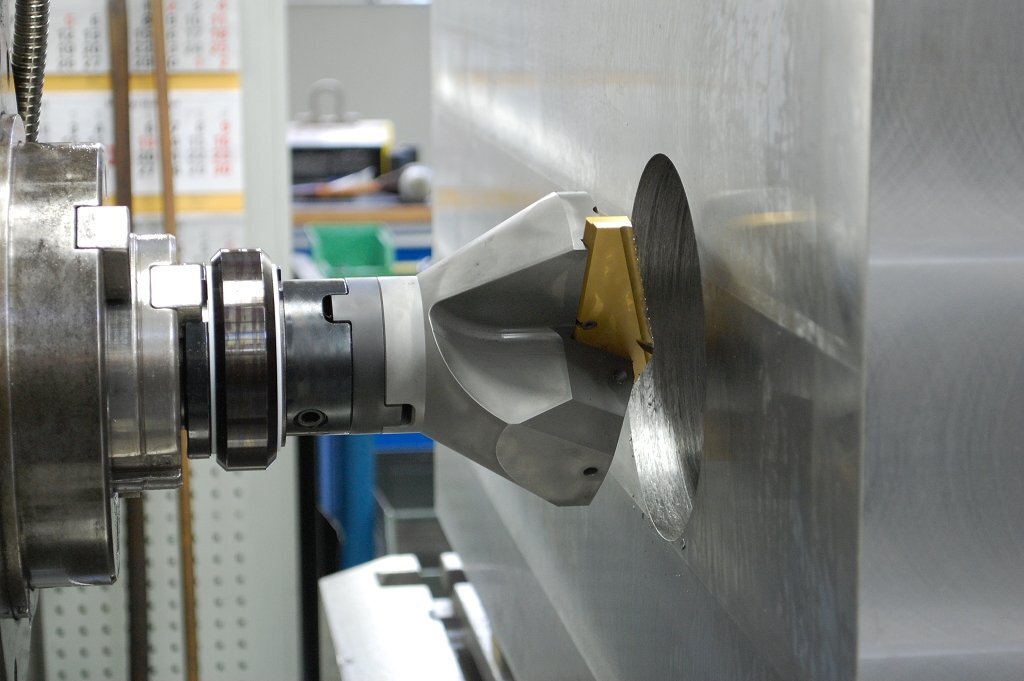
Применение специального расточного оборудования с вращающимся инструментом. В этом случае вращается не деталь, а инструмент, что позволяет выполнять обработку.
-
Ручная расточка с использованием конических разверток. Подходит для отверстий меньшего диаметра и с меньшими требованиями к точности.
Обзор оборудования для расточки конических отверстий диаметром от 20 до 200 мм
Для расточки больших конических отверстий в неподвижных деталях часто применяют специализированное оборудование:
-
Портативные расточные станки. Они могут быть закреплены на детали с помощью магнитных или механических креплений. Такие станки оснащены двигателем, который вращает инструмент.
-
Расточные головки с расширяемыми сегментами. Они позволяют точно регулировать диаметр обработки и создавать коническую форму за счет изменения угла режущих кромок.
-
Конические развертки большого диаметра. Применяются для финальной обработки и доводки отверстия до требуемых параметров.
Важно выбирать оборудование, исходя из размеров отверстия, требований к точности и материала детали.
Технологический процесс и используемые инструменты
При расточке больших конических отверстий необходимо учитывать следующие технологические аспекты:
-
Выбор правильного инструмента. Для качественной обработки следует использовать инструмент из высокопрочных материалов, обеспечивающих необходимую точность и чистоту поверхности.
-
Настройка параметров обработки. Скорость резания, подача и глубина резания должны быть оптимально подобраны для предотвращения перегрева инструмента и деформации детали.
-
Обеспечение стабильности конструкции. Поскольку деталь неподвижна, важно надежно закрепить станок или инструмент, чтобы избежать вибраций и отклонений от заданных размеров.
Важные моменты при расточке неподвижных деталей
При работе с неподвижными деталями большого размера следует обратить внимание на:
-
Точность центровки инструмента. От этого зависит точность геометрии конического отверстия.
-
Калибровка оборудования перед работой. Позволяет избежать производственных ошибок и брака.
-
Систему смазки и охлаждения. Использование СОЖ (смазочно-охлаждающих жидкостей) продлевает срок службы инструмента и улучшает качество поверхности.
-
Безопасность оператора. При работе с портативным оборудованием особенно важно соблюдать требования техники безопасности.

Заключение
В заключение отметим, что расточка больших конических отверстий диаметром от 20 до 200 мм в неподвижных деталях – задача, требующая профессионального подхода и использования специального оборудования. Правильный выбор метода и инструментов, соблюдение технологических рекомендаций и внимание к деталям позволяют добиться высокой точности и качества обработки, что важно для надежной эксплуатации готовых изделий.
-
-
 K kirilljsx переместил эту тему из в
K kirilljsx переместил эту тему из в
Здравствуйте! Похоже, вас заинтересовал этот пост, но у вас ещё нет аккаунта.
Надоело каждый раз пролистывать одни и те же посты? Зарегистрировав аккаунт, вы всегда будете возвращаться на ту же страницу, где были раньше, и сможете выбирать, получать ли уведомления о новых ответах (по электронной почте или в виде push-уведомлений). Вы также сможете сохранять закладки и ставить лайки постам, чтобы выразить свою благодарность другим участникам сообщества.
С вашими комментариями этот пост мог бы стать ещё лучше 💗
Зарегистрироваться Войти


© 2022 - 2026 InvestSteel, Inc. Все права защищены.